微机控制高速平缝机两个重要硬件系统的设计

摘要:主要介绍了用于微机控制的高速平缝机的两个重要组成硬件的研制过程和工作原理。脚踏板控制器是用来控制电机转速以及给出缝纫机的开机和剪线信号,机头同步定位器是用来产生上下针位信号和机头感应信号,主要用在缝纫机的精确定位和电机转速的测试。
本文引用地址:https://www.eepw.com.cn/article/162254.htm
0 引言
由针线、梭线两根缝线,通过机器的运动形成锁式线迹,将两层或多层缝料缝合在一起的工业缝纫机称为平缝机。它在缝纫业中用途最广泛,品种也很多,是缝制设备制造行业的主导产品之一,亦是缝纫行业使用量最大的设备之一,按速度分为低速、中速和高速平缝机。
但是,目前国内缝纫机厂家基本上是自己生产机械部分,而购买国外或者台湾等一些公司的控制器,然后再组装出售。这样就大大增加了成本,降低了利润。本文根据市场需求,设计了一种由196MC单片机和直流无刷电机组成的控制系统来控制高速平缝机。在缝纫机的研制过程中,除了主要的控制箱以外,还有两个重要的硬件系统,一个是脚踏控制器,另外一个是缝纫机机头同步定位器。
1 脚踏板控制器
由微机控制的高速平缝机要求电机在150~4500r/min范围内可调,并且能够实现自动停针位、拨线、剪线功能。当然,缝纫机作出这些动作都是要在操作人员的具体操作下完成的,脚踏板控制器在缝纫机系统中起的就是这种作用:作为电机的启动信号,速度给定信号以及剪线信号的发生控制器,下面具体分析其工作原理。
速度给定信号产生的基本原理是利用线性霍尔器件检测磁场的变化,反映脚踏板连杆上的磁铁的运动状况,再通过运放对该信号进行处理到
一定范围内(0~5V),提供给控制板上的单片机,以进行A/D转换,从而实现用脚踏板控制速度的大小。
霍尔电动势为
UH=KHICB=![]() ICB(1)
ICB(1)
式中:KH为霍尔元件灵敏度;
IC为控制电流;
B为磁感应强度;
RH为霍尔系数,由材料决定,N型半导体RH=1/(nq),其中n为载流子浓度,q为电子电荷量;
d为霍尔元件厚度。
由式(1)可以看到,对于确定的霍尔器件,UH决定于控制电流IC和磁感应强度B。若保持IC不变,则UH就可以在一定的磁感应强度范围内随B线性变化,所以,关键问题就是使UH∝B。在给定的磁铁和外形尺寸下,本文选用以InSb为材料的线性霍尔传感器HW300B。其基本的资料可以参见HW300B的Data Sheet,这里仅给出其最基本的UH与B的线性曲线图,如图1所示。图1中Vc为控制端所加的电压,Ic为控制电流。
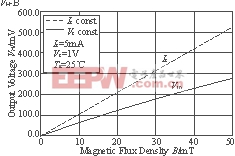
图1 HW300B的UH~B曲线图
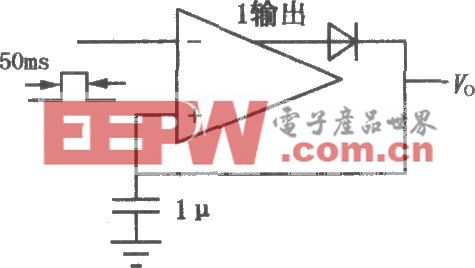
脚踏板控制器除了给出速度给定信号外,还要给出开机和剪线信号,其基本原理是利用与脚踏板连杆相连的两块挡板在适当的位置遮挡光电对管的发射光,从而得到反映连杆位置的两个开关信号。
图2为开机和剪线信号产生的原理图,具有4个引脚的器件是光电对管,其脚2及脚4为发光二极管,脚1及脚3为输出三极管。当对管没有被遮挡时,输出三极管导通,脚3为低电平,外接的三极管截至,开关信号为高;当对管被遮挡时,输出三极管截至,脚3为高电平,外接的三极管导通,开关信号为低。这样,就可以实现所要求的功能。
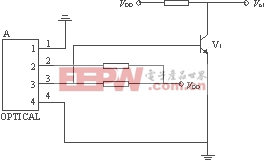
图2 开机和剪线信号原理图
在具体的应用过程中,还有一个各信号配合使用的问题,也就是说,当脚踏连杆位置变化时,上述3个信号出现的时序问题,为了说明这个问题,我们先定义一个说明问题的方法,即连杆的运动我们用角度来度量,该角度定义为运动时连杆轴线与连杆静止时的轴线之间的夹角,向开机的方向运动称为正向,向剪线方向运动称为反向。
缝纫机对于这3个信号的要求是,当开机信号到来的时候,要求速度信号Vs不能超过0V,否则,进行A/D转换以后会超过缝纫机设定的最低转速,应该选择在低于0V为宜;开机以后速度随连杆角度的变化作线性变化,在接近角度最大值时达到运放最大饱和输出;当连杆反向运动过程中,先有剪线信号,然后再有开机信号;经过调节以后的各信号的测试曲线图如图3所示。横坐标就是连杆运动的角度,单位为度。对电路参数进行适当调节,就可以得到正常工作时的曲线。

图3 正常工作时脚踏板各信号配合波形






评论