洗煤厂集中自动化控制系统设计

摘要:为了提高洗煤厂工作效率,采用可编程序控制器构成具有一定自动化水平的工业生产线,结合洗煤厂特点,简述了可编程序控制器系统的开发过程、注意事项及应用实例,并对其进行了论证,以供参考。介绍了以三菱PLC和工控机构成的洗煤厂分布式集中控制系统,给出了设计要求、硬件配置及软件设计等,具有控制可靠,运行良好的特点。
关键词:洗煤厂;设计;工控机;PLC
洗煤厂是煤炭深加工的主要场所之一,通过对原煤的洗选对增加煤炭生产企业的煤炭品种和提高企业的经济效益有重要作用。洗煤厂各部分的地理位置相对比较分散、测控点多、工艺要求复杂,对洗煤厂实行集中控制,可有效地提高企业的生产效率和控制煤品的质量。本文介绍的集中控制方案简洁明了,设备投资成本较低,有一定的推广价值。
1 PLC工作原理及功能
PLC控制系统具有可靠性高、抗干扰能力强,使用方便,易于实现机电一体化的优点,因此,当被控制系统具有以下特点时,宜优先选用。
(1)输入输出以开关量为主;
(2)输入输出点数较多,一般应大于20点;
(3)控制系统使用环境较差,可靠性要求高;
(4)系统工艺流程复杂,用常规的继电器接触器控制难以实现;
(5)系统工艺有可能改进或系统的控制要求有可能扩充。
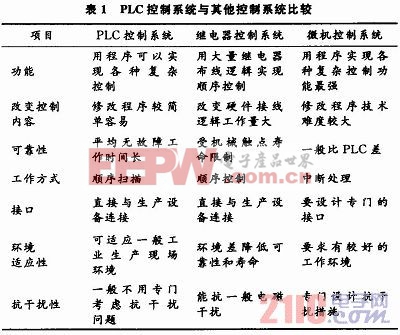
洗选生产工艺相对复杂,测控点多,即使是中小型洗煤厂车间的测控点,也超过20点,一条新型洗选生产线的测控点大约在3 000点左右,随规模大小、主机设备及工艺流程的不同而有所变化,测控点的类型以开关量点为主,洗煤厂用于电机顺序控制的测点数占所有测控点的80%以上,同时洗选工艺设备单机容量大,生产的协调性、快速性和连续性强,而环境条件恶劣,高温、高粉尘、大振动、强干扰等,洗选生产线所有这些特点,客观上要求采用高水平的自控系统,另一方面,中小洗煤厂由于缺乏高素质的自动化技术人员,主观上迫切需要设计容易、安装简单、调试周期短、现场检查维修方便、扩充改进容易的控制系统,而PLC控制系统正是适应和迎合了中小洗煤厂的需要,成为中小洗煤厂技术改造、提高自动化水平的优选控制系统方案。PLC控制系统与其他控制系统的比较见表1。
2 洗煤厂控制系统组成和工作原理
2.1 洗煤厂控制对象和设计要求
洗煤厂主要包括三大部分功能:一是主洗厂房,是洗煤厂的核心部分用来对入洗原煤进行分筛选取,主要控制设备有原煤入洗皮带、高频筛、跳汰机、捞坑斗式提升机以及末煤、精煤和混煤刮板运输机等;二是泵站房,用来提供主洗厂房所需的水循环系统和煤泥的浓缩等,主要控制设备有滤液泵、煤泥泵和液位计等;三是装车房,用来对已洗煤进行装车控制,主要控制设备有配仓刮板机、给煤机、装车皮带、牵牛和称重计等。
系统的设计要求有:上位机作为主站与三个PLC分站构成分布式集中控制系统,可对整个系统进行控制,并对运行状况进行监视。三个PLC从站分别用来控制主洗厂房、泵站和装车房的运行和对相关的运行信息进行采集。整个系统须逆向起动,顺向停车。当任一设备出现停机故障时,其上级的所有设备必须立即停止,而下级所有设备顺向延时停车,具有集中控制和单机控制功能,上位机应有清晰的工艺流程画面和相关的信号指示及信息显示。

液位计相关文章:磁翻板液位计原理





评论