CCD传感器实时检测技术在微细电火花加工机床上应用的优势
2 CCD传感器实时检测系统重复测量的稳定性
为了检验CCD传感器实时检测系统重复测量的稳定性,标准工件上3个小孔的直径在同样条件下被重复测试33 900次,总共438小时。同时,由于机械探头接触扫描式检测仪器Leitz PMM866被广泛用在测量工件质量的过程中,能满足大多数客户对精度的需求,所以,这种仪器的测量结果将被当做参照值。
表1分析总结收集的所有结果分别得到3个圆孔平均直径和标准偏差,以及机械探头接触式仪器Leitz PMM866测量对比值。本文引用地址:http://www.eepw.com.cn/article/160465.htm
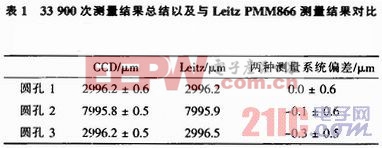
从表格1中可得所有圆孔半径的标准偏差都在0.5μm左右,并且与Leitz PMM866所得结果的偏差从-0.3μm到0,都满足小于1μm的需求。同时,所有结果的峰值偏移都在±1μm以内,同样也满足最初的精度需求。综上所述,该系统重复测量结果精度都稳定在±1μm以内,满足细微电火花机床对工件检验精度的需求。
3 与其他细微精加工中常用测量机器的对比
在微米精加工过程中不同的检测机器被使用,为了与这些常用机械进行对比,设计了一系列的实验来对比它们的精度。
3.1 手动式测量方法
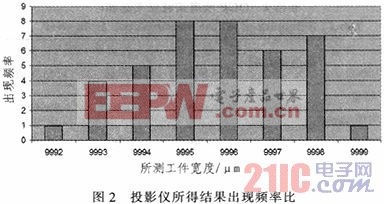
3.1.1 投影仪
这一类测量机器利用光学衍射原理在被测工件背面投射背景光,并使用高倍放大镜头进行接收放大后投射在观测屏上。由于此种测量方式受人为影响较大,为了确定人为因素对最后结果精确度影响的程度,我们设计了如下实验:一个宽10 mm的标准工件被用作待测工件,在投影仪的观测屏上可以看到一个XY方向的基准线,测量过程中我们需要用人眼判断出Y轴方向上基准线和工件边缘的最佳吻合处。当确定位置后按下与投影仪相连用来读取位置仪器上的按钮,定义此处为(X,Y)=(0,0)点,然后转动放着工件的托盘沿着X轴移动到此工件的另一边缘,用同样的方法记录下另一边缘处同一X方向上的另一点。此时可从仪器上读取两点间的距离,即为此标准工件两边缘间的间距。同样的实验被独立重复50次。










评论