CCD传感器实时检测技术在微细电火花加工机床上应用的优势
图2为总和所有结果出现频率比。通过计算标准偏差我们可以得到人为因素对测量精度影响为当可信度为95%时的±4.05μm,并且此工件的平均宽度为9 996μm,即为-4μm偏离实际宽度。
3.1.2 高放大倍率CCD可视检测仪——TolTec
TolTec250为放大倍率250的CCD可视检测仪事一种高放大率并同时可安装在线切割电火花机床和电火花刻磨机上。当该仪器被安装在线切割电火花机床上后工件和镜头间的相对位置就已固定,但若是安装在电火花刻磨机上就能对镜头进行调整。因此实验过程中虽然此仪器被安装在电火花刻磨机上,但为了模拟与新研发的组合式可视检测系统同样被安装在线切割电火花机床上的测试条件,从观测屏上看到的工件与XY基准线呈一定角度。
为了测试该仪器的精确度,以下实验被组织:
实验别分组织了13个人使用此仪器测量一标准工件的宽,每人可测量任意次数,到最后共46个测量结果被收集(平均每人每次测量用时5分钟)。每次测量时共需要在工件的两边定义3点,然后利用电火花机床中得数控系统算出其中一点到另外两点所确定直线上的垂直距离。本文引用地址:http://www.eepw.com.cn/article/160465.htm
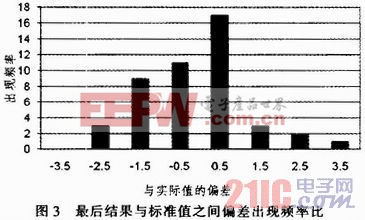
分析图3可以得到此种手动测试法的精确度为可信度95%下的±2.6μm,并且-0.01μm偏离实际宽度。
3.2 自动测量法
3.2.1 光学测量仪
Optical Gaging Products(OGP)是一款基于光学原理的非接触式高精度自动测量设备。使用此仪器进行测量时可以调试如光强,放大倍数等参数,因此为了确定最佳测量状态,设计了以下一系列对比实验。
10 mm宽标准工件再次被使用,下面分别是4组仅使用背景光照明情况下的对比实验:1)最小放大率;2)最大放大率仅对焦一边;3)最大放大率下对焦另一边;4)最大放大率下对焦两边。最后结果可从表格2中读出。

由上述结果可得,最高放大率下多次对焦实验结果最好,95%可信度下的精确度可达±0.52μm。










评论