浅析可编程控制器(PLC)在内圆切割机中的应用

1.引言
微控内圆切割机是我公司半导体行业的主要产品,每年的销售量大约为50~60台,而且每年销售量呈
递增趋势,但以前我厂制造的内圆切割机主要采用单片机进行控制,由于线路板为手工焊制,出错率相当大,维修率也非常高,客户反映设备问题很多,为此我们对机器的电器部分进行了改造。采用PLC控制,文本显示器进行参数的设定和显示。通过生产销售,用户反映很好,提高了设备的可靠性。
2.PLC的结构设计
PLC全称为可编程序控制器,其运行可靠,故障率低。已成为主要的工业控制产品,其功能强大,内部有定时器、计数器等辅助寄存器。其可通过外部信号的给定,来触发输出端的继电器等信号。来完成对整机的控制。PLC主要有继电器型和晶体管型两种。
内圆切割机,采用的是三菱FX1s-30MT-001晶体管型PLC,这种PLC为16点输入,14点输出,晶体管型,其供电电压为交流220V,其内部自带直流24V电源,可供输入部分感应开关用,为其供电。输出的Y0口设定为固定的步进电机脉冲输出口,Y1口设定为固定的步进电机方向输出口。将此两信号输入到步进电机驱动器,控制步进电机的进给。同时配有RS232口,可同文本显示器进行数据交换。并通过文本显示器设定和显示PLC内的数据参数。
我公司生产的内圆切割机,从控制方面主要采集的信号和主要控制的输入点包括:1.手动/自动方式选择,手动方式主要为切割过程前对刀所用,内圆切割工艺中,手动对刀方式是必须的;自动方式主要为对刀过程完成后,进行自动切割过程。到达设定片数后,机器自动停车。2.运行/停止主要是对自动切割过程发出信号和停止信号。3.主轴/冷却主要是为了开启主轴电机和冷却电机。4.点动向左、向右、向前、向后主要是手动对刀过程中调整机器用,这些按钮只在手动方式下才起作用。5.前限位、后限位、左限位、右限位,电机退回位主要是开关检测信号,提供极限位置保护。6.回位是对报警信号的确认。主要控制的输出点包括:1.步进脉冲、步进方向、脱机信号等。2.主轴电机、冷却电机、主轴制动。3.控制快进快退横向电机左右行走继电器。4.报警灯、按钮指示灯等信号。
上述为控制PLC的输入输出各点,由此我们画出的硬件控制线路图如下: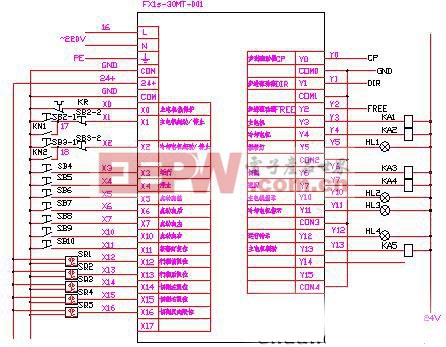
图一
3.PLC程序对内圆切割机的控制设计
3.1对切割过程中片数统计的控制程序
内圆切割机的切割工艺中要求,第一刀切割不能统计到切割片数中,因此要避开,其切割片数到设定的数值后,报警机器停车。其程序控制如下:
LPD m9 //*自动运行开启后*// AND X013 //*自动运行在右限位*//
OUT m10 //*设第一刀标志*// OUT m10 //*设第一刀标志*//
DMOV D520 D522 //*传送未切片数值*// LD m10 //*取第一刀开始切标志*//
LD m10 //*取第一刀开始切标志*// AND X013 //*右限位到后*//
LD m11 //*设切过一刀标志,开始准备计数*//
ANDP X013 //*右限位上升沿时*//
DSUB D522 K1 D522 //*剩余未切片数减1计数*//











评论