基于PLC的精炼炉自动控制系统研究

4 架构设计
RH控制系统采用两级控制系统组成,分别为一级基础自动化系统和二级过程计算机控制系统,两级系统分别承担不同的功能:
一、基础自动化系统(L1级):管理整个RH生产过程,由PLC(包括分布各操作台的远程I/O)、OMS(人机接口)、工程师站、编程站及工业以太网络组成。采集现场信号,完成电气设备的逻辑顺序控制、过程回路控制、设备运转操作、设备监视和报警等基本功能。
二、过程计算机控制系统(L2级):是以L1系统为基础的相对独立的系统。对整个RH系统生产过程进行管理和过程优化,并为炼钢厂更高级的管理信息系统及攀钢ERP系统的建立留接口。控制系统结构参见下图:
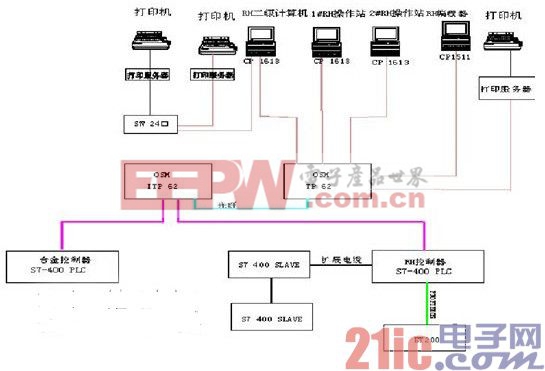
图3 控制系统结构
RH系统的控制分为两部分,基础自动化控制(L1)和过程计算机控制(L2)。一级控制主要负责基础自动化的一些控制,包括现场执行元件的控制,参数检测的反馈以及电机的交流传动控制等,主要采用西门子工业控制计算机系统和西门子PLC系统实现;二级控制负责一些数据模型的建立,模型动态控制,生产计划编制和流程跟踪,报表系统等,主要采用工业以太网实现。
所有电气和仪表设备安装在单独控制柜里,信号连接到过程控制单元的I/O模块。通过安装在PLC继电器输出端或辅助继电器控制所有电磁阀和电机控制。要求的I/O数量是由驱动、仪表和其他用电数量所确定。因此由程序结构确定I/O数量,并考虑所有要求的驱动和控制功能包括20%的备用能力。为了内存要提供30%的备用能力。每机架至少预留一个空槽。除了顺序控制和联锁外,所有重要任务如监视、管理、过程值控制将在基础自动化系统(1级)CPU里实现。
RH基础级控制系统主要用来对炼钢过程进行实时的监测与控制。实现了采集现场信号、进行数据处理、逻辑判断以及现场设备控制的功能。PLC中的控制软件是采用西门子提供的Step7V5.4编程工具实现的。画面监控软件采用WinCC6.2,为实现对监视和控制生产过程以及对生产数据进行归档和进一步处理提供了良好的HMI。
4.1 环流气体流量调节的PID控制
环流气体流量PID调节的难点在于如何使得操作人员设定的环流气体总的流量,通过PID程序控制分布到4个支管上各自的调节阀进行流量调节,同时将输出结果反馈给调节阀进行控制。经过仔细研究,在实际生产过程中我们采用了PID串级调节的方法。PID调节主要包括3个主要参数:设定值SV、反馈值PV和输出值MV,把SV与PV进行比较得到MV的值。把操作人员设定的环流气体总的流量除以4后,平均分配到4个支路上的PID控制器的SV值。4个支路上采集到的流量计的过程值作为PV值,各自PID调节的输出结果为MV值控制各自的调节阀。但是在实际的生产过程中我们发现,偶尔出现个别管路堵塞的情况时,真空槽环流气体的总量与设定值差别很大,环流效果非常差。在控制上做了一些改进,主控制器为我们虚设的一个控制器,它不直接对现场设备进行控制,操作人员设定的环流气体总的流量为主控制器的SV值,把4个支路上采集的流量变送器的气体流量之和为主控制器的PV值,这样这两个值进行比较得出主管路上的MV值。把这个MV值除以4后作为4个分支路上PID控制器的SV值,与本分支路上的流量变送器反馈值做比较进行PID调节控制本分支路上的流量调节阀。
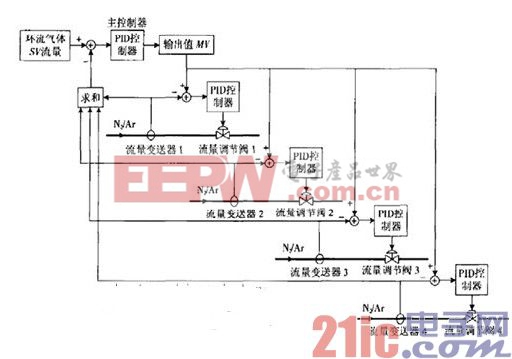
图4 RH环流调节控制回路
5 系统测试及应用
L1子系统有2套西门子PLC控制站,2台HMI服务器,2套三电可共用的客户机,服务器及客户机安装WinCC监控软件,用于现场设备的控制及状态监控等。1套L1软件开发和系统维护用的工程师站,工程师站安装Step7编程软件,2台L1用报警报表和编程维护打印机,控制站的主站与分站之间通过PROFIBUS网络通讯,控制站与服务器之间和服务器与客户机之间通过以太网通讯。
(1)系统软件测试
由于服务器、客户机及工程师站均采用WindowsXP操作系统,且服务器和客户机安装有WinCC监控软件,工程师站安装有Step7编程软件,所以安装完上述软件后,分别进入WindowsXP和WinCC、Step7进行各项操作实验,检查系统软件运行是否正常。
(2)通讯功能测试,通过下装PLC控制程序和观察监控画面设备动作及状态变化情况判断上位机与PLC之间的通讯是否正常,通过画面操作判断工程师站与上位机之间的通讯是否正常,通过CPU、电源、通讯模板及I/O模板上的指示灯判断主站与分站之间的通讯是否正常。
(3)数字量输出信号测试
利用Step7软件提供的强制功能,强制各输出点,观察模板上对应点的指示灯是否亮,如果通过继电器控制现场设备,观察继电器是否吸合,还要与现场人员联系,确认设备动作是否正常,这样既可测试出数字量输出摸板上各输出点输出是否正常,还能检查出现场设备接线是否正常。
6 结论
本文对新建的RH真空处理的三电自动控制系统的的控制要求、控制理论、控制水平、控制系统的构造、控制功能进行了深入的分析和研究。RH真空处理的自动控制系统选型遵循了先进、可靠、实用的原则,节约投资的原则;设备选型和装备水平达到了当前先进的水平。这些工作对于攀钢以后的新建工程及改造工程的自动控制系统选择有一定的借鉴意义。

陀螺仪相关文章:陀螺仪原理







评论