DeviceNet 转 ProfiNet 技术驱动西门子 S7-1500 与罗克韦尔 PLC 实现电池生产线跨协议设备的无缝数据交互

项目背景
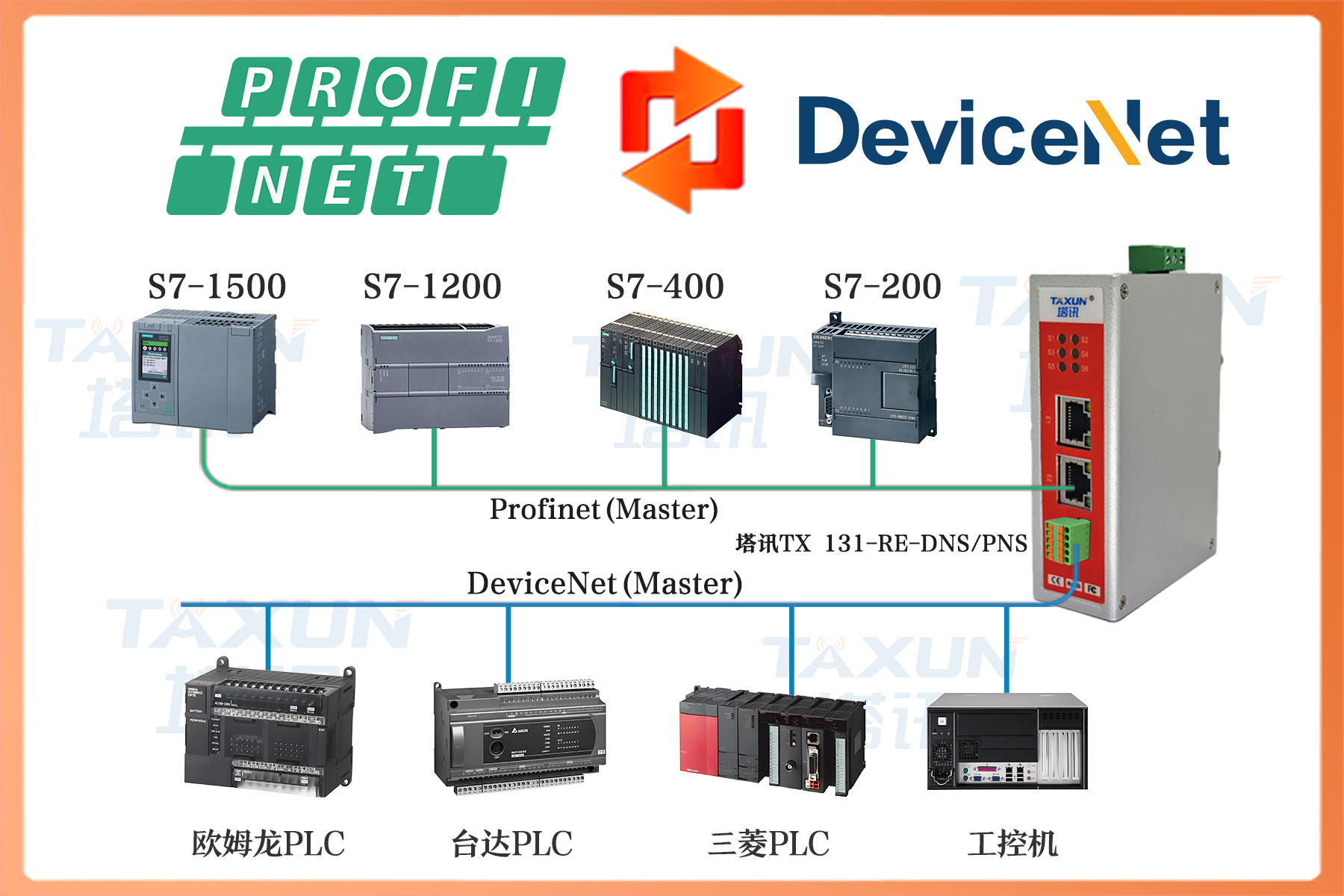
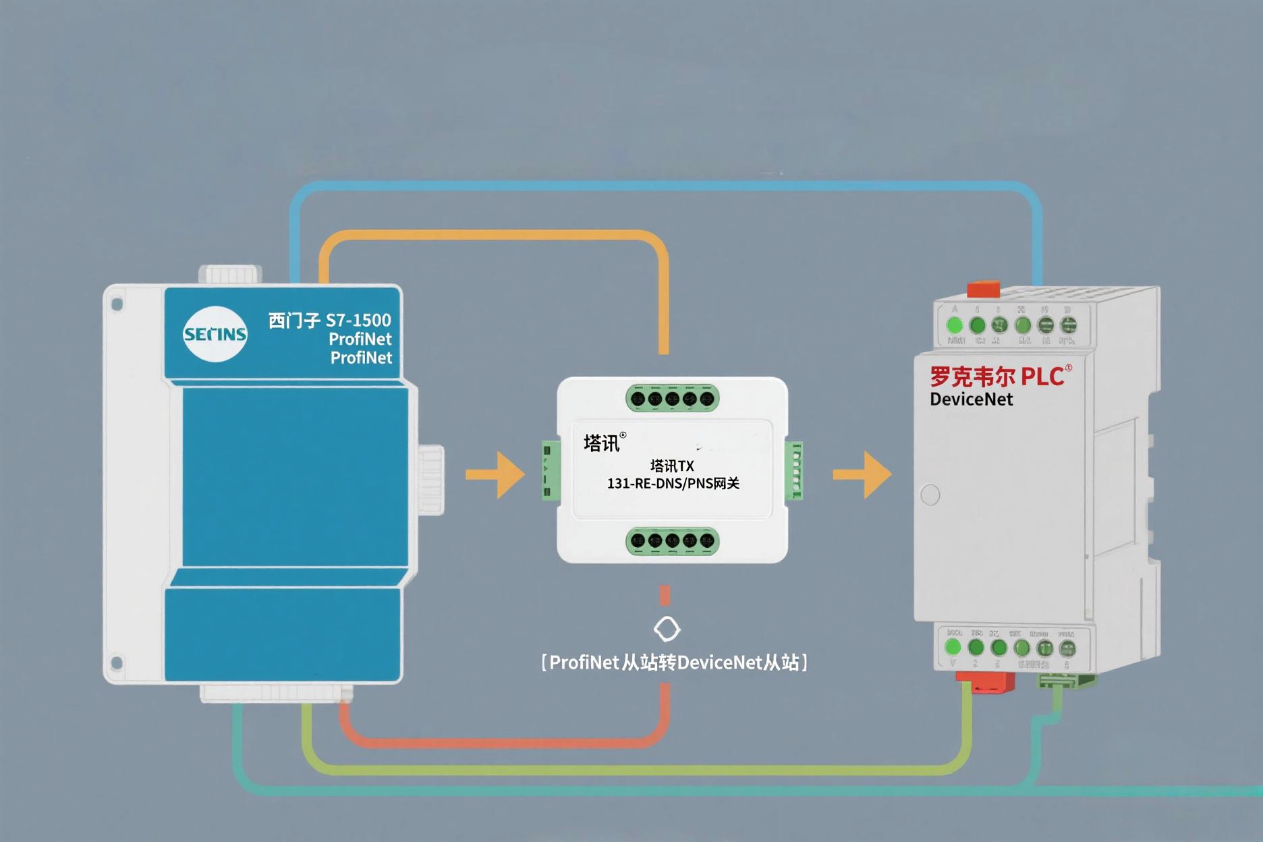
某头部新能源汽车制造商(客户名称:X能源)的电池模组装配线需整合来自不同供应商的设备,其中部分设备基于DeviceNet协议(如美国罗克韦尔ControlLogix PLC),另一些设备(如西门子S7-1500 PLC)采用ProfiNet协议。由于产线升级需实现实时数据互通,传统硬接线方案成本高且调试周期长,最终选用DeviceNet 转 ProfiNet 塔讯TX 131-RE-DNS/PNS网关实现双向协议转换。
设备参数
· 协议转换网关:塔讯TX 131-RE-DNS/PNS
o 支持ProfiNet从站(兼容西门子S7-1200/1500)与DeviceNet从站(兼容罗克韦尔、欧姆龙等PLC)
o 传输速率:ProfiNet 100Mbps,DeviceNet 500Kbps
o 工作温度:-20℃~70℃(满足工业环境)
· 主站PLC:
o DeviceNet主站:罗克韦尔ControlLogix 5571(负责气动机械手控制)
o ProfiNet主站:西门子S7-1500 1513-1 PN(负责激光焊接机控制)

配置过程
1. 硬件连接:
o DeviceNet 转 ProfiNet网关通过ProfiNet接口连接西门子S7-1500 PLC,DeviceNet接口通过D-sub 9针接头接入ControlLogix PLC网络。
o 配置网关IP地址(192.168.1.10)与DeviceNet节点地址(Node 5)。
2. 软件配置:
o 在西门子TIA Portal中导入DeviceNet 转 ProfiNet塔讯网关GSD文件,定义输入/输出数据映射(如焊接机状态信号映射至ProfiNet字节地址QB0)。
o 在罗克韦尔Studio 5000中设置DeviceNet扫描器,添加网关节点并分配I/O标签(如机械手位置信号映射至DeviceNet字地址N7:0)。
3. 联调测试:
o 通过ProfiNet 转DeviceNet网关内置的LED指示灯验证通信状态(绿灯常亮表示双协议握手成功)。
o 模拟触发机械手动作,验证焊接机接收信号延迟≤5ms,满足产线节拍要求。
使用效果总结
· 效率提升:产线设备协同响应时间缩短30%,日均电池模组产量从800组提升至1050组。
· 成本节约:减少硬接线材料与人工成本约12万元/年。
· 维护便捷:ProfiNet 转DeviceNet网关支持Web界面远程诊断,故障排查时间由2小时降至15分钟。
专栏文章内容及配图由作者撰写发布,仅供工程师学习之用,如有侵权或者其他违规问题,请联系本站处理。 联系我们
相关推荐
基于ARM的10KV配电网PLC自动化设计电路图
“Charlotte”——蜘蛛机器人能够3D打印月球上的建筑
电力系统自动化产品
ADI:数字化转型——是敌是友?
智能电网发展新高潮
鞍钢第二炼钢厂中薄板坯连铸机基础自动化控制系统
水厂自动化及设计
随着自动化加速,软件测试市场将达到939亿美元
2003中国北京国际机器人暨自动化技术装备展览会
晶圆厂与封装厂自动化迎来设备和方法论变革
超越自动化:物理人工智能开启智能机器的新纪元
I2C总线协议V2.1
Microsoft 以智能零售自动化为目标,采用智能人工智能
ROHM首次推出用于精密目标检测的高速VCSEL光学传感器
大型语言模型在工业应用中的应用
无线通讯技术在工业自动化领域中的应用及发展
I2C总线协议V2.1
通过智能NoC自动化打破SoC设计的壁垒
什么是Accellera系统计划?
家庭自动化
DeviceNet 规范
基于电力线载波的自动化楼宇管理系统电路图
配电自动化
城市和工业污水处理自动化解决方案
Kontron微型IPC面向自动化和控制应用
仓库自动化市场预计到 2032 年将达到 310 亿美元的规模
PLC控制系统抗干扰分析
I2C规格