PLC的多功能自动车床设计

当拨码开关显示为0时:A缸先割槽,B缸后割槽。
本文引用地址:https://www.eepw.com.cn/article/265711.htm当拨码开关显示为1时:A缸线平头,B缸后割槽。
当拨码开关显示为2时:B缸先割槽,A缸后割槽。
当拨码开关显示为3时:A缸平头,B缸不动。
以后动作以此类推。
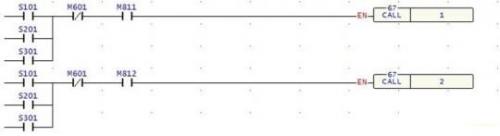
功能选择程序

调用子程序
4、结论
基于永宏PLC所设计的多功能自动车床,运行情况良好,可实现加工多种工件,加工每一个工件的自动循环时间仅为4S,提高了生产效率和产品质量,是一种切实可行的控制方法。
参考文献
1.刘金琪。机床电气自动控制(第2版) [M ].哈尔滨:哈尔滨工业大学出版社, 1999.

电动机相关文章:电动机工作原理设计
三相异步电动机相关文章:三相异步电动机原理




评论