百格拉直角坐标机器人在无损检测行业的部分应用

该系统的整个工作过程如下:首先数控系统控制X,Z两轴联动,运动于最下方的检测位置,到达位置后通过I/O口控制检测头工作,然后控制旋转轴以一定的速度旋转一周进行检测.以上完成了一圈的检测,然后Z轴上移一定距离,进行下一圈的检测,以后以此类推,最后完成整个检测.
三 案例二-----超大型圆柱类钢件无损探伤扫描
被测物体是8m长,直径600mm的柱类钢件,放在一个大型液体容器里。大型容器的两端各有一个夹具,用于水平固定柱类钢件。钢件作为转动轴由一台BERGER LAHR伺服电机SER31122配德国NEUGART公司精密行星减速机PLS115/64HP驱动。
机器人方面我们选用的为德国百格拉二维直角坐标机器人, 两个方向均采用PAS42形导轨,其中X方向选择为PAS42BRM1000,Z方向选择为PAS42BRM500.其中X轴我们选择的电机为百格拉SER31122伺服电机加上减速比为的64的NEUGART减速机.Z轴我们选择的电机为百格拉SER31122伺服电机加上减速比为64的NEUGART减速机.控制系统我们选择的德国ENGERHART三轴数控系统。

所以整个过程需要机器人的动作保持高重复性,平稳性,并且要求定位极其精确。X轴的定位精度如下:电机每转为16384点,经行星减速机64倍减速后为16384*64。X轴的驱动轴每转一转,X轴行走175mm,电机每转一步X轴走175000/16384/64 =0.167 μm. X轴的定位精度如下:电机每转为16384点,经行星减速机64倍减速后为16384*64。旋转轴每转一转对应的周长是600*3.14 = 1884mm, 电机每转一步旋转轴表面转过1884000/16384/64 =1.797 μm。实际上用不着这样高的精度,而用精密行星减速机的目的是为了大量减少驱动电机与负载的转动惯量比,来保证各轴的精确平稳运行。
四 案例三-----对仪表板进行无损探伤扫描。
该系统要求采用超声无损探伤对航天飞船上的许多部件进行无损扫描。该设备要求可对部件从上到下360°无损探伤扫描,扫描密度几乎没有限制,可以非常精密,也可以仅对部件的几个关键部位进行无损探伤扫描。检测工件的最大范围为5400*5400*400 mm.
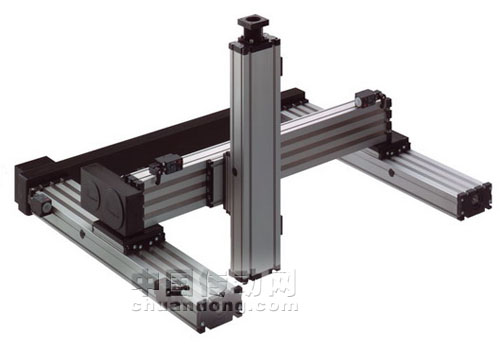
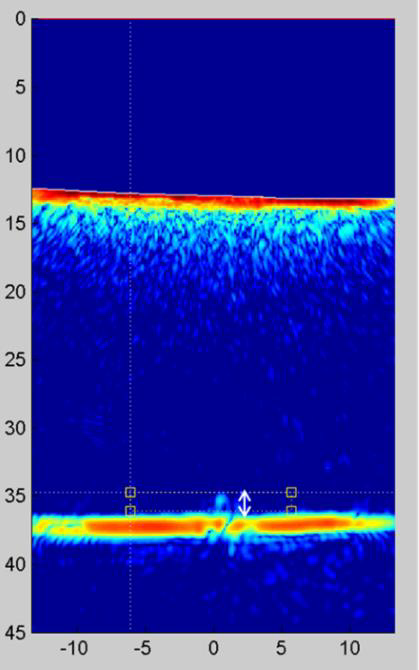
该套系统选用德国百格拉三维直角坐标机器人,其中X轴选择为PAS44BRM5400,Y轴选择为PAS44BRM5400,Z轴选择为PAS44BRM400,同时,由于跨度为5400,所以对于Y轴我们选择双导轨结构,并且每200mm加固连接板的结构来防止挠度的出现。在Z轴下端上我们装配可旋转超声探头,探头旋转角度是0~360°。具体结构如图三所示,图四为检测后的工件。

五 总结及展望
本文讲述了德国百格拉公司的直角坐标机器人配套超声波扫描仪,在工件探伤中的三例应用。此外,德国百格拉公司的直角坐标机器人还被大量用于X射线探伤扫描。类似的应用还有配备CCD摄像机来检验和识别一些印刷品的质量。配备激光高度测量仪来对超大物体的三维形状进行测量和检验,如大型铸件和飞机上许多三维铝板等。在许多测量工作中,德国百格拉公司的直角坐标机器人多年来运行非常稳定可靠。用德国百格拉公司的直角坐标机器人和直线运动单元可以很快组装成几乎所需的各种样式尺寸的测试专用机器人,节省时间,人力和费用。北京两家用户用德国百格拉公司的直角坐标机器人和CCD摄像机来检验物体,两年来机器人运行非常平稳。随着大批量全自动化生产的迅猛发展及很多产品要在许多生产环节100%被检测,这类直角坐标机器人将具有更加广范的市场前景和发展潜力!

伺服电机相关文章:伺服电机工作原理
评论