欧姆龙定位控制器在高速走丝线切割机的应用

在机械摆杆(张力控制器)处添加绝对值编码器,在钢丝线正转时,机械摆杆会下摆,反之,机械摆杆会上摆。通过摆杆正反转角度的变化,检测当前线速度是否同步控制工程网版权所有,角度变化值可以通过绝对值编码器实时读取。在正反转启动瞬间,由于机械惯性原因,收放线轮会有速度滞后,摆杆角度会很大,因此在启动时需要预先进行速度补给;在匀速运行过程中,实时监控绝对值编码器的角度反馈,经过换算比,在线调整jog的速度,同时可以通过override指令(在线变速)实时对速度进行调节,控制精度0.01r/min,从而达到3轴线速度同步。
在收线轮进行收线时,通过排线器往复引线,达到均匀收线;收线轮绕线一圈后,收线轮直径增大,因此下一次绕线速度也会增大,反之速度减小;此时,排线器的速度也会随时改变,因为是简单速度控制,可以通过变频器,通过模拟量进行无极调速,同步控制方式通过收线轮速度变化,经过换算比控制变频器的输出。
配置与控制流程说明
配置说明
控制器:cj1g-45h+cj1w-nc413+cj1w-da041+cj1w-id211;
驱动器:3×r88d-wt20h;
伺服电机:3×r88d-w1k815t。
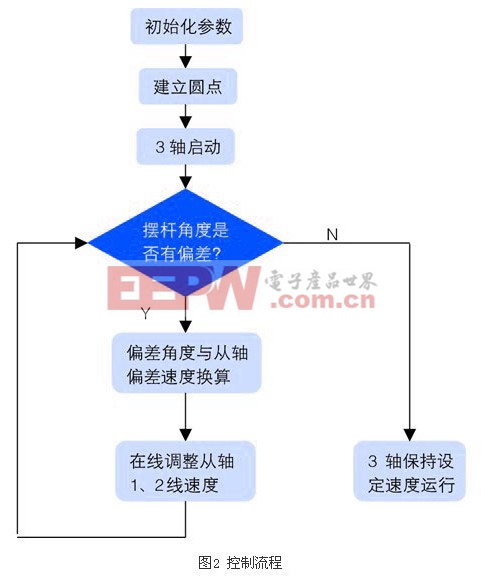
控制流程
编码器分辨率采用1000puls/r,机械摆杆最大速度60r/min,那么脉冲最大读入速率1000puls/s,即1puls/ms。普通晶体管输入模块响应时间可以设到0.5ms,可以响应最大速率时的输入脉冲,并且plc实际运行时间为0.6ms,可以在正常扫描周期内完成,可以不用通过高速中断进行处理。
cj1w-nc413可以控制4轴输出,其中3轴控制主动轮、放线轮、收线轮,nc内部有独立处理的pcu,最大处理周期为4ms。
伺服电机为1.8kw,额定转速1500r/min,3轴同步运动时最大转速:主动轮 1470r/min,放线轮、收线轮 1410 r/min,此时钢丝线最大线速度可以达到280m/min,图2示出控制流程。
结语
经过现场测试后,当钢丝线的线速度达到280m/min(即伺服电机达到额定转速1500r/min)时,机械摆杆角度较大,此时调整驱动器的增益参数,提高其动态响应速度并缩短定位调整时间,此时摆角幅度在允许范围内,经过长时间运行,系统保持稳定运行,已经完全满足设计要求。




评论