PLC在连续式立式包装落料秤控制中的应用

这样由于凸轮滞后几个周期运行,就无法采取上述凸轮周期内位置点促发的方案,只用按照设定填充速度,采用时间促发放料电磁阀难点主要在于如果设定60袋,假设电磁阀按照每1s一个周期打开,实际拉膜及横封速度不一定是1s,有可能是1.1s,有能是0.9s一袋,这样时间长了就会运行中偏差越大。导致夹料,如图7所示。
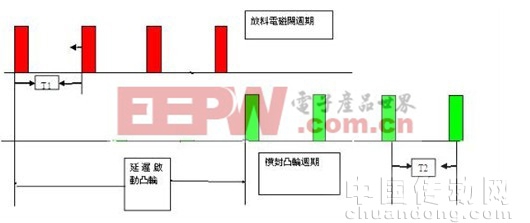
图7运行时序图
3落料填充解决方案
现在主要的问题是如果以时间为周期,开启电磁阀,无法使实际运行的凸轮周期与其完全吻合。只能以实际凸轮运行周期促发电磁阀,才可以保证周期完全吻合。在凸轮未运行之前,先用时间促发电磁阀。在前面两个周期,凸轮实际未走,用时间周期促发电磁阀,等到第三个周期凸轮才实际运行。切换到设定角度输出电磁阀,这样既解决了凸轮延迟启动无法依靠角度促发放料电磁阀的问题,又解决了单纯依靠时间促发电磁阀,长期运行放料周期与凸轮运行周期累积误差的问题,如图8所示。

图8运行时序图
3程序实现
在人机上选择开关打到填充模式,如图9所示。

图9人机界面示意图
在人机上设定落料时间和填充速度,如图10所示。

图10人机界面示意图






评论