PLC的多功能自动车床设计

3.2、软件设计
控制思路为:首先,PLC读取拨码开关的状态设定功能,并将每个功能所会用到的动作进行分类,主程序框架采用步进指令编写,在每步按照功能的不同,调用对应的子程序,完成加工工艺。
根据系统技术要求,按照车床生产工艺编写程序。并通过现场机床进行调试,运行正常、可靠、安全。 有10种功能可供选择,功能列表如表3所示。
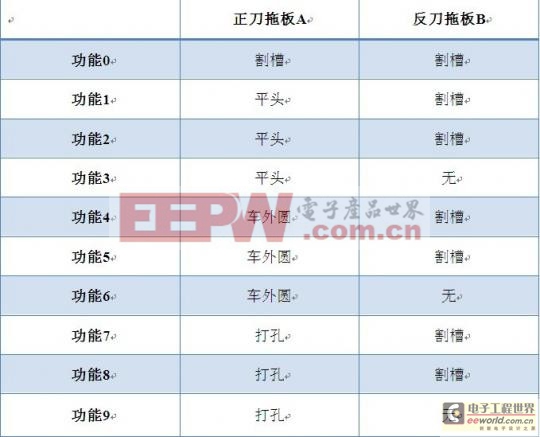
表3 双缸后送料功能列表
当拨码开关显示为0时:A缸先割槽,B缸后割槽。
当拨码开关显示为1时:A缸线平头,B缸后割槽。
当拨码开关显示为2时:B缸先割槽,A缸后割槽。
当拨码开关显示为3时:A缸平头,B缸不动。
以后动作以此类推。
功能选择程序

调用子程序

4、结论
基于永宏PLC所设计的多功能自动车床,运行情况良好,可实现加工多种工件,加工每一个工件的自动循环时间仅为4S,提高了生产效率和产品质量,是一种切实可行的控制方法。
参考文献
1. 刘金琪. 机床电气自动控制(第2版) [M ]. 哈尔滨:哈尔滨工业大学出版社, 1999.
2. 永宏可编程控制器FBS系列PLC使用手册I











评论