大批量生产环境中无铅实现对测试的影响


图11:翼型焊点外型
图11说明了无铅和锡铅的翼型焊点外形。这可以看作“坐在”焊盘上的引线框架的侧面剖面图。这两类焊点都有很好的脚跟、中心和脚趾信息。但是,观察到的一个结果是无铅焊点的中心一般要更高,总焊缝长度要短于锡铅焊接;安捷伦还参与了其它研究,表明焊点外形变化很大。在切换无铅工艺时,业内面临的两难境地是为可以接受的焊点与不可接受的焊点确定新的判定标准。

图12:片式元件焊点外形
图12说明了片式电阻元件焊点外形。与翼型焊点类似,它们可视为“坐在”焊盘上的片式元件的侧面剖面图。焊点外形的蓝色部分说明了芯吸到器件焊端上的焊料量,无铅工艺的焊料芯吸现象似乎不如锡铅工艺明显,这说明了从锡铅工艺切换无铅工艺时需要进行变化。
阈值变化
最后,不同的缺陷算法将利用测量得到的数据进行测试合格/不合格判定处理。缺陷算法的例子包括短路、开路、焊料不足和偏位。在每种缺陷算法中,将有许多阈值用来判定合格和不合格标准。在新的无铅工艺下,必需考察这些阈值是否需要变化。我们选择了三个阈值进行讨论,即翼型开路值、BGA直径不足和片阻开路值。
简单地说,开路值是指两个区域(或感兴趣的区域R01)之间的焊点“强度”差。例如,对于翼型封装焊点,两个区域是焊点的脚跟和中心。对良好的焊点开路值很大,对不良的焊点则非常低(如果不是负值)。参见下面的图13。
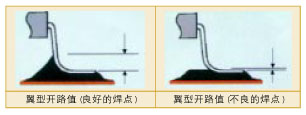
图13:开路值定义(感光趣的区域)
正确设置阈值的方式是采用正确的方法指定感兴趣的区域,标出所有读数,确定合格/不合格标准,这将保证正确的测试覆盖,同时保持最低的误报率。下面是相应阈值的图表。
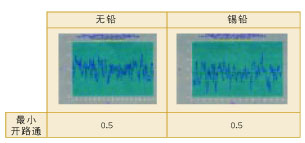
图14:翼型开路值的阈值设置
上面的图14是翼型开路值阈值的两个图。横轴表示要测试的所有翼型焊点,纵轴是计算得出的每个焊点开路值的测量结果。对于锡铅电路板,最小开路值设为0.5,也就是说,开路值小于于0.5的任何焊点将被视为失效。无铅电路板也可以使用相同的阈值,因此不需改变阈值设置。
可以看到,无铅焊点的开路值的平均值要低于锡铅焊点。其原因可能与前面讨论过的焊点形状变化中解释的原因相同。如果锡铅工艺的阈值设得很“紧”,或没有正确绘制图表,或者有许多SMT工艺变化,那么切换无铅工艺时,可能会有许多缺陷误报。

图15:片式电阻元件开路值的阈值设置
图15说明了片式电阻元件开路值的阈值图。图中的横轴表示所有电阻引脚,纵轴是相应的开路值。电阻开路值与翼型开路值类似,但有一点例外,它们的感兴趣区域不同。从这些图表可看出:锡铅焊点的原始阈值1.0可用于无铅电路板小于1.0的所有测量都被视为失败,另外无铅的平均开路值低于锡铅,一个可能的原因是在无铅电路板上的片式电阻焊点的焊垫更高。
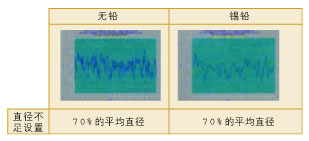
图16:BGA焊点直径不足的阈值设置
在图16中,两个图的横轴表示BGA焊球,纵轴表示系统测量的相应直径。直径不足的阈值可设定为相应平均直径的下限,其单位是与平均直径的百分比。因此,锡铅的阈值仍适用于无铅电路板。
从以上研究的三个阈值测量实例中可以看出:如果正确设置初始阈值,那就不需要对算法阈值进行重新调整。这样的好处之一就是公司内大量的质量标准在切换无铅时仍然适用.但是,如果没有针对生产变化很好地调整锡铅工艺初始阈值,那么切换无铅后,缺陷误报比率可能会提高。

评论