使逆变焊机高效节能的电源设计方案

2 有源功率因数校正器
迄今为止,改善功率因数的方法主要有三种:
(1)在电容输入整流器的电容器之前加串联电感器(或称无源滤波器),抑制峰值电流,使电流脉冲平缓,可以将功率因数提高到0.8-0.9,但是电感笨重,较少采用此方法。
(2)电力有源滤波器(APF)。这是电力系统采取的节能和提高电网供电质量的措施,它是一种无功功率补偿器装置。
(3)有源功率因数校正器(APFC或PFC)。
在逆变器和供电线路之间插入PFC,可以使供电线路的电流波形接近正弦,起到预稳压的作用,使逆变器负载(包括逆变焊机)的功率因数提高到0.99。在单相电源系统中,这种方法已经成为各种电源设备的节能、绿色设计的主要方法。
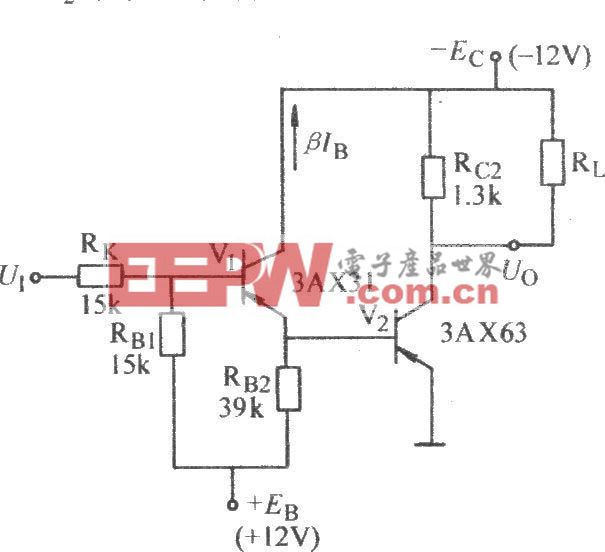
有源功率因数校正器是一个升压型(Boost-upchopper)斩波器,斩波器的输出直流电压必须高于整流输入电压峰值。在220 V交流系统中,这个升压器的输出电压应选择为380--400V,其基本电路如图2所示。
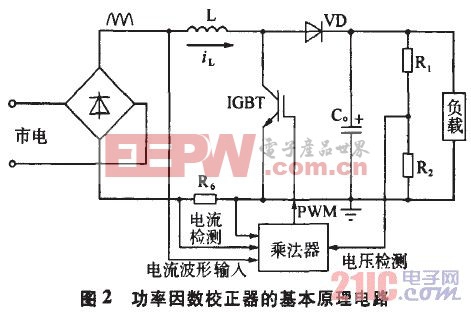
从主电路看,它与一般的DC/DC升压斩波器是一样的。一般DC/DC中的Boost电路,其输出电压与输入电压之比遵循

可以看出D越大,升压比越高。有源功率因数校正器的输入电压与输出电压之比仍然符合上述法则。不同的是,其控制方法要比普通Boost复杂,除了升压比控制要用电压负反馈回路的电压误差放大器之外,还必须有一个输入电流波形控制,即电流环控制电路,技术要复杂一点。
现在市售的Boost型PFC控制器的集成组件品种很多,但基本原理都相似,主要由电压反馈环路、乘法器、电流反馈环路和PWM驱动级构成。
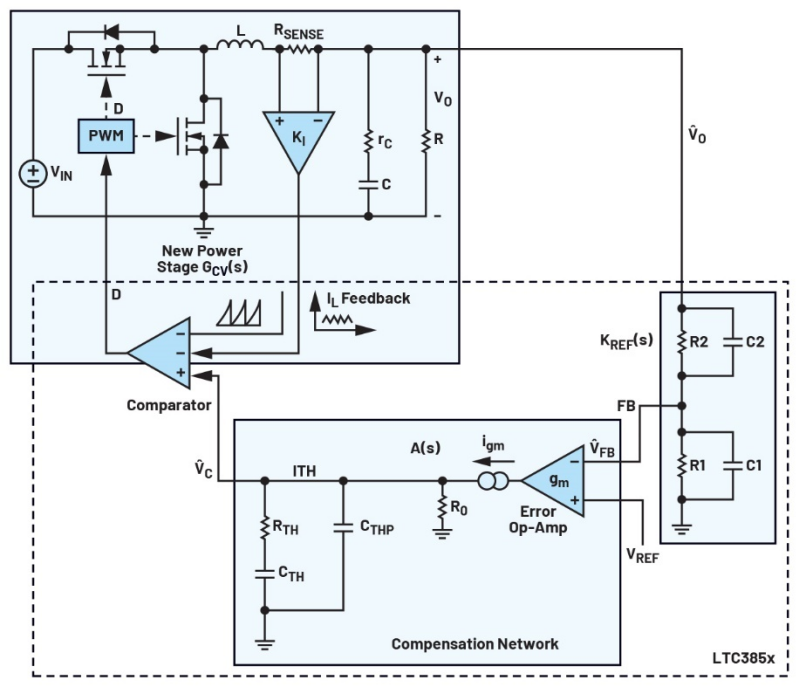
PFC控制基本原理如图3所示。
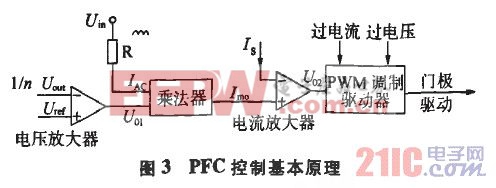
PFC控制的基本原理是电压环和电流环的双环控制。电压放大器接收输出电压的分压值信号与参考电压队心比较后,进行负反馈电压放大,输出电流波形信号,Ac在乘法器中相乘,电流波形信号k是以一个大阻值电阻R从功率整流器上检取的,它具有整流器输出电压波形。乘法器的输出是电流信号,m,k具有k的波形,其幅值由t调整。电流,是电流放大器的给定信号(与焊机的电流给定信号相同),s是电流检测的反馈电流,受电流放大器调整,从而使Boost主电路电流波形(以电感电流代表)跟踪整流电压波形,并同形同相,使整流器前的线电流具有很高的功率因数。电流放大器的输出是一个调制波,调整PWM的脉宽变化,使脉宽变化规律符合,s跟踪L的反馈控制要求。这就是有源功率因数校正器的基本原理。
有源功率因数校正器根据需要控制功率的大小和所采用的控制方法不同,分为电感电流断续型控制模式(DCM)型和电感电流连续型控制模式(CCM)型,有可变频率开关模式,也有固定频率开关模式。










评论