基于PLC和AGC系统在铝箔板厚度控制中的应用

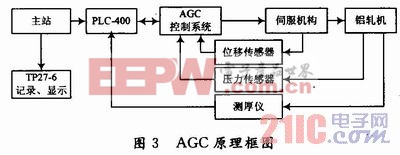
AGC系统的控制原理框图如图3所示。该控制系统采用双闭环控制方式,测厚仪、S7-400系列PLC和轧机构成铝箔厚控制的外环,该外环控制由厚度监控环的下位机完成。内环使用了两个闭环,分别是控制伺服液压缸的位移传感器回路和液压压下伺服机的压力传感回路。本文引用地址:https://www.eepw.com.cn/article/162454.htm
3 AGC系统的软件组成
AGC系统的监控软件部分主要凭借TP27-6触摸屏的WinCCflexible组态软件来进行编写,能够实现对铝箔厚度、液压压力、直流调速电机的速度等值的显示,以及AGC系统参数设置和报警等功能。对于S7-400系列PLC来说,AGC系统的软件设计部分,主要依靠STEP7编程软件来实现,STEP7是用于SIMATICPLC组态和编程的标准软件包,该软件包提供了一系列的应用程序(工具),其能够支持自动化项目创建的各个阶段,利用STEP7,系统设计人员可以通过在线诊断PLC硬件状态、控制PLC运行状态和I/O通道状态,开发出符合现实需要的PLC控制程序。
3.1 系统的软件设计原理
在进行软件设计之前,需要考虑AGC的功能执行过程和通信过程。如图4所示,系统软件设计的基础主要由三部分组成。
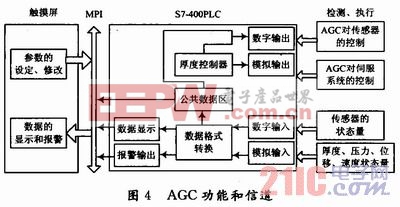
(1)触摸屏用来实现实时数据、系统状态和报警信息的显示,以及操作人员对轧机参数的设定和修改。
(2)传感器和伺服系统属于检测和执行部分,实时采集各种需要的信号并传入PLC,同时将PLC输出的数字信号或模拟信号转换成传感器和伺服系统的操作。
(3)PLC则是整个系统数据交换和处理的中心,主要功能是数据格式转换、报警判断、输出显示和厚度控制。从模板输入的数据信号必须转换成统一数据格式才能参与数据的运算与显示。此外,设立公共数据区,无论是操作人员通过触摸屏设置的参数,还是传感器采集的参数,都必须存入公共数据区。数据区设为事件触发模式,当AGC控制器或其他运算需要读写数据时,事件触发之后就可以对数据区的数据进行操作。
3.2 软件设计
系统的软件设计流程图如图5所示,具体可分为自动操作和手动操作两部分。
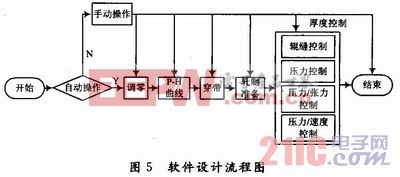
铝轧机在工作之前,需要先将液压站的冷水泵和加热器打开,以便降低油温和均匀乳化液的温度。在自动操作或手动操作之后,必须进行调零处理和P-H曲线测试,调零是为了使轧辊充分接触;P-H曲线测试是为了去掉轧机弹性曲线中的非直线部分,消除轧辊轴承引起的辊缝误差,避免辊缝差过大对铝箔板行造成不良影响。当进行辊缝调零和P-H曲线测试时,FM485通过压力传感器检测到带铝的张力,使液压缸工作在轧制力闭环控制方式下。其他情况下,液压缸一般工作在位置闭环控制方式下,具体过程如下:MTS高精度位移传感器检测液压缸的位置,被FM485模板上的绝对值编码器获取,然后经过PI算法之后,输出电压值到伺服驱动,从而完成对液压缸的位置闭环控制。










评论