基于IRMCK201和ZigBee的圆网印花同步控制系统

3 系统程序设计
3.1 系统工作流程
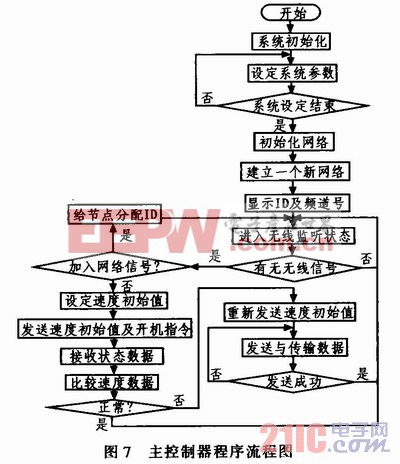
主控制器上电或复位,首先进行初始化,并建立一个新的网络,给出网络的ID号、频道号等网络信息;然后接受用户的参数设置,再进入无线监听状态,若空中有无线信号,如果是FRD加入网络。则给该加入网络的节点分配网络号和ID,直到系统从节点均加入网络;当接通开始按键,主控制器将开始信号及用户已设置好的速度值传输至各从伺服控制节点,控制各伺服控制模块启动并按设定的转速运行,同时接收并显示各伺服控制模块的工作状态信号,图7为主控制器程序流程图。
3.2 伺服控制模块的程序流程
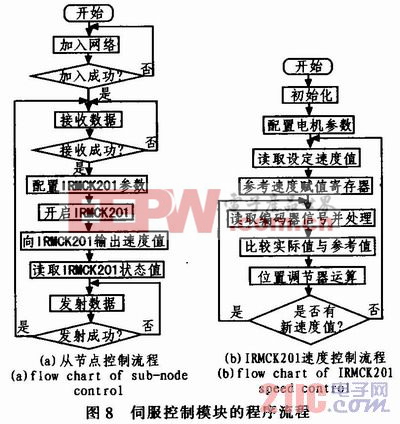
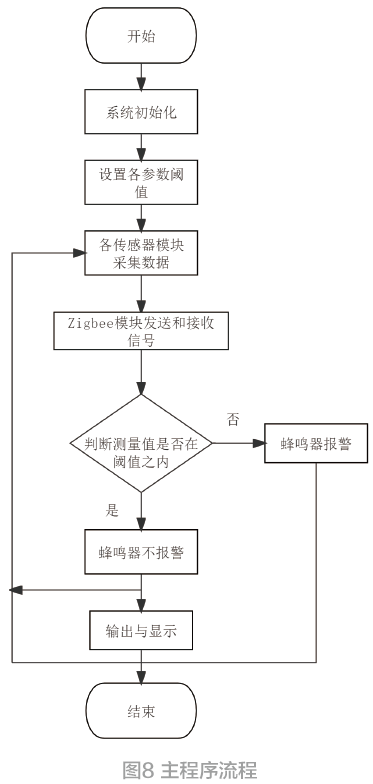
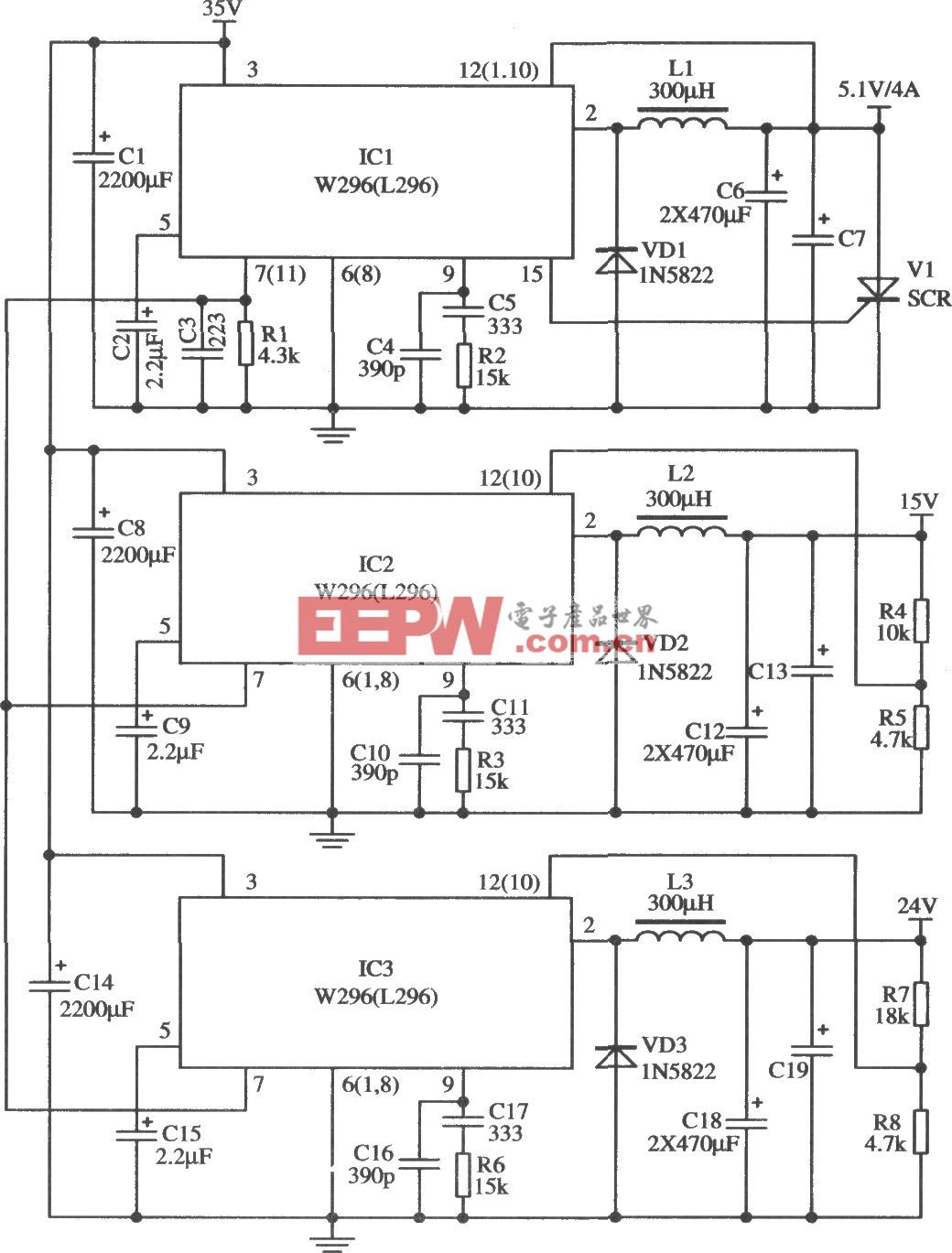
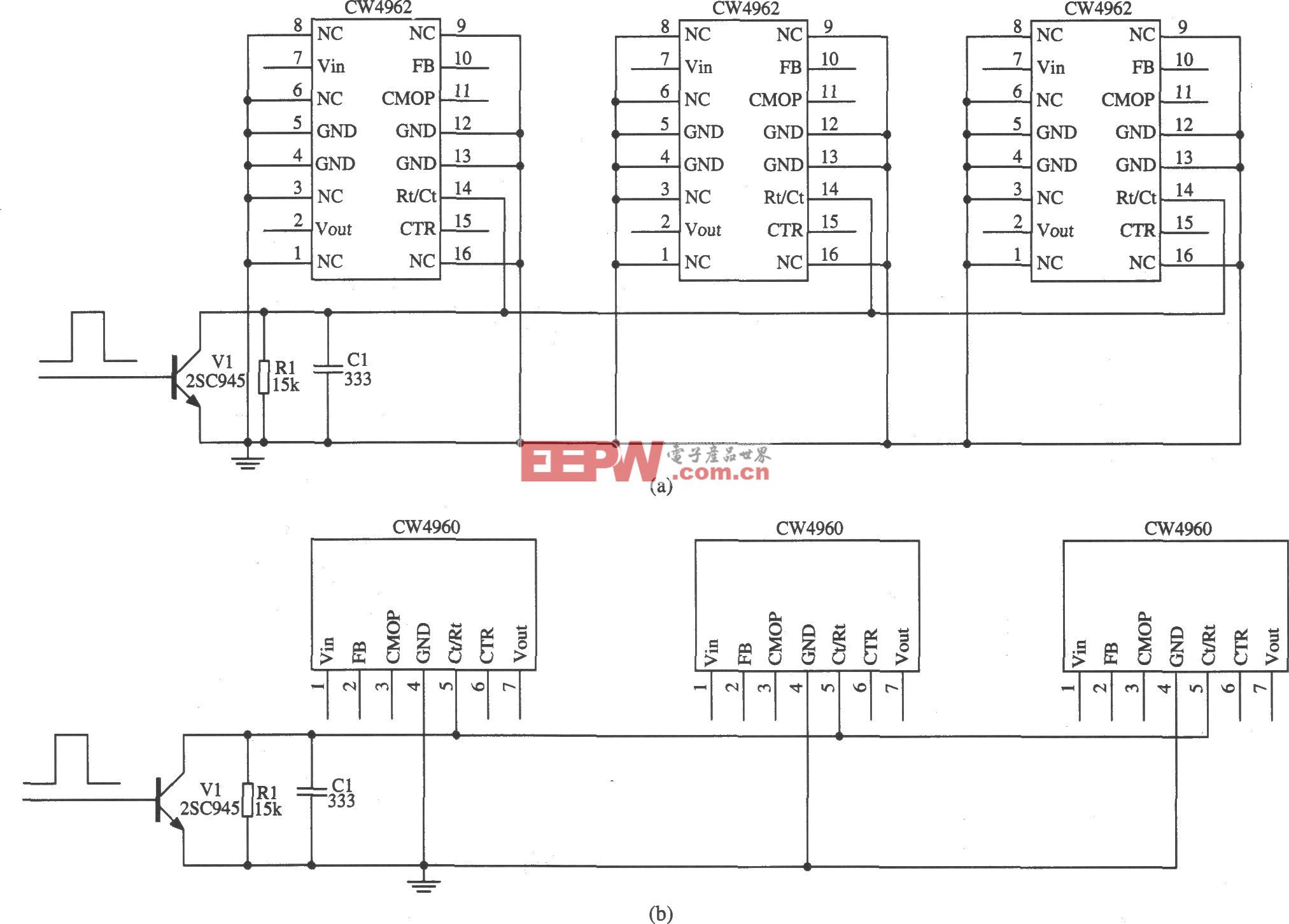
伺服控制模块的程序流程分为ZigBee从节点控制流程和IRMCK201速度控制流程。ZigBee从节点控制流程如图8(a)所示;IRMCK201速度控制流程如图8(b)所示。
4 结束语
本文设计的基于IRMCK201和ZigBee的圆网印花同步控制系统,用其对某型四色机械式圆网印花机进行改造,控制伺服电机的功率为1.5 kW,伺服电机与驱动辊采用直联方式,最高运行车速可达100 m/min,纵向对花精度达±0.1 mm,圆网与导带速差可在±8%内调整,印花精度高,对花稳定,不跑花,达到了较高的印花精度。
圆网印花同步控制系统利用IRMCK201的硬件电路实现速度环和电流环控制,使用ZigBee芯片的实时数据传输和处理能力,实现了圆网印花主导辊和圆网之间的速度同步和协调,由于ZigBee网络的可扩展性,该系统还可应用到较为复杂的同步控制系统中。









评论