平行缝焊机控制系统的研制
——

1 系统的主要组成与功能
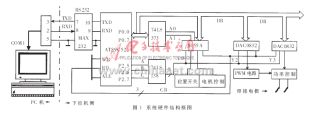
系统由上位机(PC机)和下位机(单片机)两部分组成,硬件结构如图1所示。
上位机(PC机)软件采用可视化编程语言VB6.0开发,使用Mscomm控件完成PC机与单片机的数据通信,传送控制信息、状态信息和焊接参数;并利用VB6.0具有的对各种数据库的操作能力实现焊接的人性化。下位机(单片机)通过串行接口接收PC机发送的命令,启动工作程序,控制6个步进电机(其中x轴两个、y轴1个、z轴两个,旋转θ轴1个),通过丝杠将电机的角位移转换为线位移,带动焊接电极按设计的轨迹运行,并实时向PC机传送当前的运行状态。系统的主要功能有:
①上位机实时监视下位机的工作状态,控制下位机的工作过程;设置下位机的工作参数,接收和发送数据信息、控制信息和状态信息;记录历史芯片的焊接参数。系统在重新上电时,将最新的焊接参数作为本次焊接参数的默认值;进行数据处理并显示数据和工作状态,指导操作过程;
②下位机控制6个步进电机的转动,最终控制焊接电极的移动;控制焊接功率的大小并实现间歇控制;实现焊接电极的微调。
2.1 系统资源的利用
为充分利用PC机强大的数据处理能力、海量的存储空间,有效地发挥单片机数据存储器的作用,必须合理地分配系统资源。具体做法之一是PC机在发送焊接数据时,将其以浮点数存储的焊接参数根据步进电机的步角和丝杠比转换为脉冲数发送给单片机;二是当脉冲数占用的位数略大于单字节整数倍N位时,在满足精度要求的前提下有:发送的数据=原数据/2n,这时对发送数据取整,单片机接收到该整数数据后,左移N位便可恢复真实数据。这样既提高了通信效率,又减小了对单片机RAM的占用。
2.2 系统通信协议
波特率设置为4800bps;数据帧结构设置为:起始位1bit,数据位8bit,停止位1bit。
PC机向单片机发送的信息包包括数据信息包和控制信息包。数据信息包括结构为:以“S”字符开头,其后为22字节的16进制数。发送时按ASCII码格式(文本格式)发送,实际发送44个ASCII码。下位机正确收到后,向PC机发“K”作为确认应答信号。若在规定的时间内,PC机未收到“K”信号,则重发。若三次未成功,则在屏幕上给出显示信息。PC机必须保证44个ASCII码的包长度,以免系统误动。控制信息包结构为:以大写“O”开始,其后为单字节16进制数的控制字,实际发送两个字节ASCII码,也是以“K”作为应答信号,采用等比码3/8。发送时高位在前,低位在后。
PC机从单片机接收的信息包括结构的主要内容为数据信息和状态信号,且数据信息和状态信息被同时发送。该信息以“S”开关,其后为32个1位16进制数的ASCII码,以“K”作为结束信号。若PC机收到单片机发来的完整信息包,则有屏幕提示,指示用户进行操作。
以上的信息由双字节数、单字节数混合构成,信息包的头与尾均采用非十六进制的ASCII码字符,以示区分。接收方则按照协议双方规定的算法进行解包,发送方按照双方规定的数据结构组包。

3 下位机的主要组成模块及设计思想
3.1 模信模块
通信模块的硬件组成由于令使用了一片MAX232完成电平的转换功能而变得较为简单,免去了一般芯片使用

{kind=link}
关键词:
焊接功率
相关推荐
-
-
焊接功率 | 2005-10-10
评论