基于MODBUS现场总线的滚塑设备控制系统

随着国民经济快速发展,塑料制品在人们生活中的应用越来越广泛,发展塑料制品工业是社会发展的急需,同时塑料制品有其成型好、重量轻、强度大、力学性能高、价格低等优点,越来越多地得到用户的青睐。滚塑生产是塑料制品的主要生产方式之一。军事国防产品如战备箱组、野战简易办公设备等塑料制品要求高强度、强弹性且适合空降。所以大部分的军用塑料制品都必须采用滚塑方式来制造。同时滚塑方式生产的产品回收粉碎后可实现再生产,重复利用而不影响其质量,可以节约能源。
本文引用地址:https://www.eepw.com.cn/article/88628.htm现行的滚塑生产方式无论是在生产规模还是在生产工艺上已不能满足时代所需。引进设备虽然在性能上优于现有设备,但在实际生产中仍存在不少问题:进口设备价格昂贵,受资金影响,不能批量进口,故从生产规模上不能满足生产要求;操作繁琐,进口设备操作界面及各种标识均属英文,由于工人外语水平较低,一旦操作不当,产品将成为废品,造成浪费;维修周期长,由于外商技术垄断,设备发生故障需外方专家到现场亲自维修,耽误生产;现有设备闲置,造成不必要的资源浪费。现场总线、PID等现代化数控网络技术已趋于成熟,并被广泛用于数控机床制造业,因此采用数控网络技术对现有滚塑设备进行革新和改造是非常可行的,具有科学性。采用现代化数控网络技术对现有滚塑设备进行革新和改造,其优点:可提高滚塑设备智能化程度,以满足滚塑生产工艺的需要;可降低生产资金投入,最大限度地利用现有资源,减少资源浪费,并能满足滚塑生产规模的需要,符合我国国情;革新和改造后的设备可控性强、操作方便,避免因操作不当造成不应有的损失。
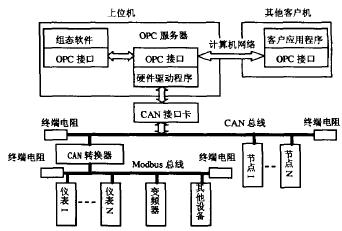
现场总线是应用于工业现场的可以在数字化控制设备之间实现双向串行通信的控制系统。MODBUS现场总线是应用于电子控制器上的一种通用语言,它是一种通信协议。通过此协议,控制器相互之间、控制器经由网络和其他设备之间可以通信。它已经成为一通用工业标准。MODBUS现场总线可以分为2种模式:MODBUS ASCⅡ和MODBUS RTU。本控制系统采用MODBUS RTU协议将工控机、PLC、变频器组成一个数控网络,实现滚塑设备的智能化控制,提升了设备的现代化程度。
1 滚塑设备的控制要求
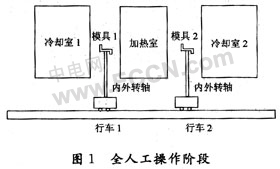
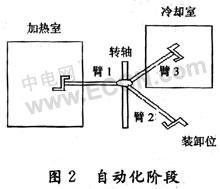
滚塑设备的发展大致可以分为3个阶段:第一,全人工操作阶段。现场设有1个加热室、2个冷却室和2个行车(见图1)。工作时依靠2个行车上装载工件在加热室和冷却室之间行进,缺点是行车的定位不准确,操作繁琐、极易撞车,生产效率低(由于只有2个行车);第二,自动化阶段。现场设有1个加热室和1个冷却室,固定在同一个转轴上的3个臂(见图2),控制系统采用PLC配合触摸屏实现控制和修改参数。缺点是3个转臂只能同时旋转,虽然实现了自动化,且节省了现场空间,但仍然存在生产效率低的缺陷,因为2个臂同时处于加热室和冷却室,只能对剩余的一个臂进行其他操作;第三,智能化控制阶段(类似于二代)。现场设有1个加热室和1个冷却室,3个臂虽然同轴,但可以独立地旋转。当一个臂自动工作时,其余的2个臂都可以独立的处于某个位置进行其他操作。该系统采用现场总线技术,其具体控制要求为:
(1)以PLC作为中心控制单元,要求性能可靠,且具有良好的可扩展性能,I/O点数上要留有余量;
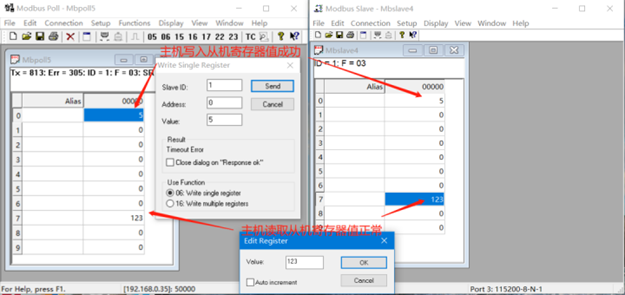
(2)上位机、PLC、变频器组成一个系统,利用MODBUS RTU协议实现3者的通信,可实时地修改、监控变频器的频率(经过PLC的内部运算,达到修改和监控电机转速的目的);
(3)利用工控机作上位机,可方便的监控、修改以下参数:3个臂的前进和后退速度;加热室进门和出门的开关门速度;3个臂的加热时间、预冷时间、风冷却时间、水冷却时间和监控和修改;3个臂所处位置的监控;定时到进前的蜂鸣报警;故障的分级和报警;系统运行的历史曲线的记录;加热室的温度显示及修改;转臂转速平衡的显示。
2 控制系统硬件的选型
根据控制要求和对数字化设备的市场调研,控制系统的硬件选取如下:
(1)考虑到系统的可扩展性,PLC选用欧姆龙CJ1M系列模块式主机。PLC结构如下:CPU CJ1M12,3个32点的高密度输入模块(CJ1W ID231),4个16点的输入模块(CJIW OC211),1个带RS 485口的通信模块(SCU41)。输入点和输出点各预留15点,以备扩展;
(2)变频器选用3G3MZ系列;
(3)工控机选用研华公司的系列产品,配置如下:CPU P4,内存512 MB,硬盘80 GB,NEC系列17寸液晶显示器,工业用键盘和鼠标;
(4)接触器、按钮、接近开关、行程开关均选用欧姆龙公司的相关产品;
(5)组态软件选用世纪长秋的世纪星监控组态软件,256点硬件加密系统。
3 系统通信的实现
控制系统为主从站通信方式,将PLC作为主站,11台变频器作为从站。
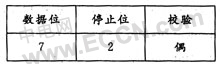
(1)上位机与PLC之间用RS 232串行口,数据格式:
(2)PLC和变频器之间利用PLC的SCU41通信模块上RS 422/485口,利用欧姆龙公司提供的协议宏功能,可方便的实现二者之间的通信。PLC通信单元设置通信格式:
数据格式:

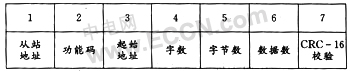
MODBUS RTU消息帧格式:
(3)变频器本体设置
正反转由外部转入端子有效;
频率信号设为来自RS 485的信号有效,通过上位机可以修改变频器的频率,以达到修改电机转速的目的;
11台变频器分别设为1-11号从站。
(4)时间监控、修改的实现
修改各时间时,以PLC的数据区(DM区)作为间接寻址寄存器,在世纪星组态软件上定义变量,方便地实现对各时间的监控和修改。
(5)利用3G3MZ变频器自动的模拟输出比较控制,直接输出给模拟仪表,显示转臂平衡。
4 故障的分级及处理
(1)故障信息的采集由以下几种方式:
变频器本体自带的故障输出;在规定的时间内,转臂不能正常地转动到预定位置;加热室温度超过设定值。
(2)根据采集的故障信息,PLC编程区分故障的级别。故障级别可以分为:警告、严重警告、致命错误。
(3)对出现故障时的处理方式:当出现警告时,上位机相应的故障显示为黄色闪烁。点击上位机的故障显示区,可以查看故障信息,蜂鸣报警器发出间断呜叫告警。
当出现严重警告时,上位机显相应的故障示为黄色,并停止相应部分系统的工作。点击上位机的故障显示区,蜂鸣报警器发出间断鸣劂告警的频率较快;当出现致使错误时,可能会损坏机器设备,上位机的故障显示为红色,整个设备除上位机外全部停机。蜂鸣报警器一直鸣叫;点击故障显示区可以将故障原因、处理方案显示出来,以帮助技术人员做出处理。
(4)工作人员将故障排除后,按下复位按钮重新启动设备,可恢复正常运转。
5 历史数据记录
利用世纪星历史曲线记忆系统,将需要记忆的数据定义变量,设定为记忆并保存在相应的区域中,实现设备运行中的各个重要参数的监控记录,对各班的产量做出实时统计。点击上位机的相应曲线可以查看某个变量的历史曲线。将MODBUS现场总线技术应用到滚塑设备后,既可以提高设备的智能化程度,又提高了生产效率、节省了能源,将会为提高我国具有知识产权的机器制造业的国际竞争产生一定影响。

pid控制相关文章:pid控制原理
pid控制器相关文章:pid控制器原理
电容式接近开关相关文章:电容式接近开关原理 接近开关相关文章:接近开关原理 燃气报警器相关文章:燃气报警器原理




评论