气电组合测量技术

气动测量技术可用于机械加工过程中的自动测量,也可以对加工后的工件进行长度、形状、位置尺寸的测量。具有测量精度高、灵敏度高、可靠性好、使用寿命长、操作方便、可以实现非接触及远距离测量、便于在加工过程中实现自动测量控制等优点。气电组合测量技术使气动测量技术和电子放大数字显示技术结合起来,把测量精度和测量可靠性又向前推进了一步。
浮标式气动量仪的运用
气动量仪最为常见的形式是浮标气动量仪。这种量仪结构简单,使用维修方便,价格较低。采用浮标式气动最仪测量工件长度的工作原理如图1所示:
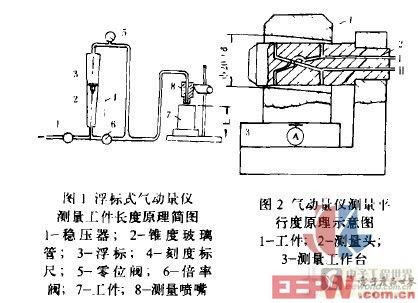
清洁的压缩空气由图中箭头方向进入,经稳压器1由锥度玻璃管2下端引入,在气流作用下,浮标3升起。锥度玻璃管上端经由零位阀5由管道与测量喷嘴8相连。当被测工件7长度尺寸L变化时,问隙将改变,流过喷嘴的空气流量也起变化,从而引起浮标位置的变化,操作者在刻度标尺上读取浮标的改变量,亦即工件尺寸的变化量。
零位阀5可以将压缩空气直接排人大气,调整零位阀5,可实现在流经测量喷嘴压缩空气流量不变的情况下,增大或减小通过锥度玻璃管的流量,从而改变浮标的高度位置,实现浮标的零位调整。
调整倍率阀6,可改变锥度玻璃管的压缩空气流经量,从而可改变浮标式气动量仪的放大倍率。由气动量仪的工作原理可知,其测量精度和测量放大倍率是由量仪本身决定的,而与测量装置(如工作台、底座等)的制造精度无关。因此,量仪装置的设计制造不要求有很高的精度。
当浮标式气动量仪用于位置尺寸测量时,如平行度测量,则常要用两个管的气动量仪进行测量,其工作原理如图2所示:
为了测量工件的孔(直径20士d对基准平面A的平行度,工件1放置在测量工作台3上,使基准平面A与工作台平面贴合,测量头2插入被测的孔内,若被测孔的轴心线不平行于基准平面A,则测管工和测管11的测量喷嘴与孔壁的间隙是不同的(如图所示),其测量值分别为:
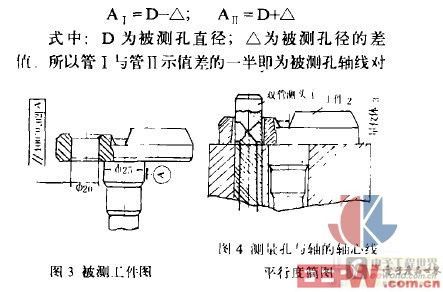
基准平面的不平行度误差。
采用这种测量方法测量不平行度,在设计制造测量装置时,要求工件放置在测量工作台上后,测量头应能顺利插入工件被测孔;并且要求喷嘴与工件孔壁间的最大间隙必须在量仪的工作范围内。由于双管式气动量仪是采用比较式测量法,所以在测量工件时,需要利用标准样板或校对规调定零位。因此,即使测量头与工作台定位基准平面存在着不平行度误差、也可以通过校对规对气动量仪浮标进行零位调整时排除这个误差。因而测量装置的设计制造相对比较容易。
采用双管式气动量仪对工件的位置误差(如平行度、垂直度等)进行测量检测时,要对检测示值进行读取计算。不直观,不方便。若用于自动检测,则要将气动量仪发出的气压变动信号或浮标的位置改变信息转换成相应的电信号。因此近年来发展了一种高精度自动化数字显示气电组合测量仪,介绍如下。



评论