德国γ射线测厚仪在中厚板精轧机上的应用

济钢中厚板厂精轧机自动厚度控制系统使用德国Radiometrie 公司的RM200 C型γ射线测厚仪对钢板进行厚度测量,可测量厚度为5-50mm的钢板。该系统对采集的模拟信号进行计算机处理,具有自动诊断及人工智能修正功能。做为计算机控制系统LEVEL 1网的厚度值反馈给LEVEL 2网,从而使精轧机AGC压下控制系统自动调整轧制压力及辊缝,保证钢板成品厚度的准确性。
2、前言射线测厚仪系统组成及探头工作原理
2.1 测厚仪控制系统的组成
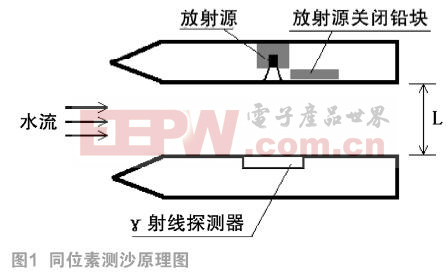
测厚仪控制系统由C型架、探头放射源CS137(50Ci)、接收器,远程按钮、计算机操作站、测量系统与计算机通讯接口控制柜、冷却及供风系统。
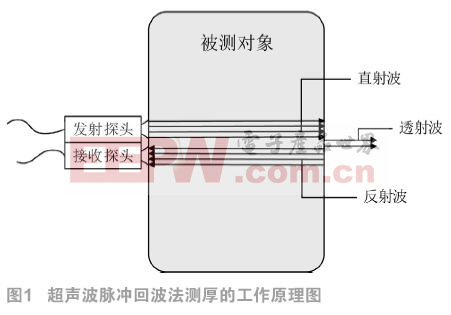
2.2 探头工作原理
探头包括光电倍增器的高压生成器,测量值处理系统和一个自动温度补偿标定系统。测量值的电流信号运用电流积分的原理,并通过I/U信号转换器将模拟信号转换成电压信号并放大。为保证测量信号在强烈波动以及在长时间温度变化的情况下保持稳定,自动标定会把这种波动限制在0.3%的范围内。原理如图1所示。

图1 探头工作原理
3.1 操作界面
操作者在计算机工作站通过计算机HMI(人机交互接口)对测厚仪系统进行操作,即C型架的同步、移动操作以及放射源的开/关操作。系统设计了多个操作界面来实现不同的功能。如检测C型架的位置、系统的工作状态、钢板厚度测量数值及曲线,并可随时对系统自动进行标准化校验等。
3.1.1 操作主界面
在此界面,可以对测厚仪进行任何操作,包括:放射源的开/关,C型架的同步、移动、定位,停止,检测方式选择,数据输出显示等。同时可进行探头的自动校准操作,在离线位置按下“标准化”按钮,系统自动进行完整的标准化工作,对系统本身进行回零标定。在离线位置或C型架过热或过冷时,若无钢板过来,系统也可进行标准化工作,当钢板过来时,标准化停止。它的目的其实只是在比较一下放射源开与关时的输入信号的输出电压值,是否偏差,进行调整,以保证每块钢板的检测数据可靠。
3.1.2 侧面曲线界面
在此界面,侧面曲线图可能直观的显示出钢板在检测过程中长度方向的每个点厚度值及整个钢板的厚度分布。可以根据图形分析钢板在轧制过程中哪个部分的厚度超差,及时调整相应的参数。
3.1.3 样片校准界面
为保证探头检测的准确性,每隔一段时间要用标准纯铁样片对系统进行校准。系统会根据探头控制电路信号的飘移情况自动给出纠正系数。一般每月做一次样片校准工作。
3.1.4 维护人员界面
维护人员可以在此界面中设定系统参数,C型架的起始位置,检测时间间隔、行程控制等。采集并显示系统工作及静态时的测量参数,如探头电压、电流值,脉冲信号等,为系统维护提供参考数据。
3.1.5 原始数据输入界面
在联机状态下,此界面的参数通过乙太网直接来自精轧机自动控制系统的LEVEL 2网,包括钢坯的化学成分,当前轧制温度,环境温度,钢板尺寸,合金补偿系数,温度补偿系数等。在单机状态下,只能人工进行输入或修改。
3.1.6 数据存储及打印界面
该系统可以自动保存钢板厚度测量数据及曲线图,并可根据需要进行输出或打印。
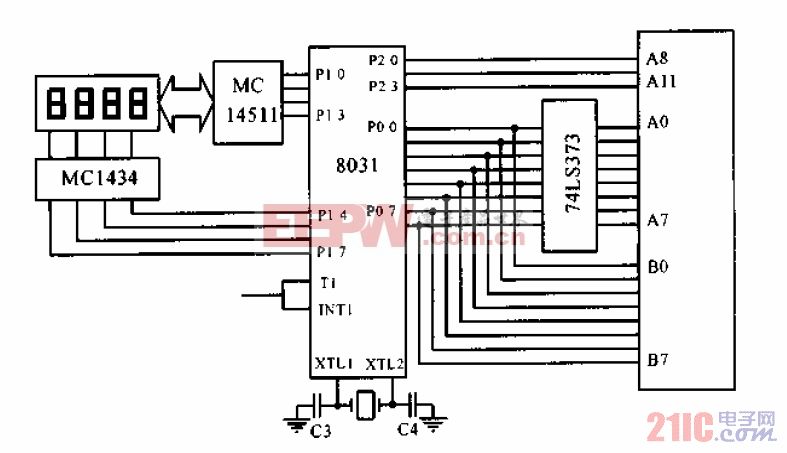
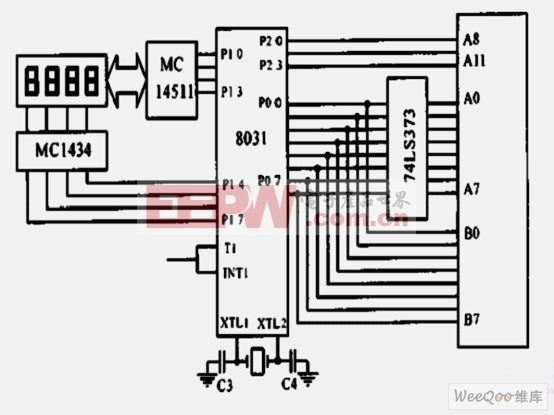
3.2 系统硬件组成
测量的钢板厚度模拟信号经过控制电路处理后送到计算机操作控制站,转化成数字信号传送至AGC控制系统,做进一步的处理。该系统包括:
3.2.1 处理器单元
用实时处理器对测量值进行计算,来实现对探头和自动诊断系统的控制。处理器单元包括一块印刷电路板卡,数据线、地址线和控制线同时联接到计算机主板上。同时使用高速数率总线控制系统,在任何时候它的配置可以扩大,在面板上有LED指示灯显示状态。
3.2.2 测量、修正和电气控制系统
测厚仪探头处理器的这三个功能块的主要作用:一是接收探头的信号并转换成标准信号;二是根据每个测量方法的运算法则对测量值进行格式化;三是根据不同的操作模式控制探头和测量设备的操作。


评论