西门子变频器在莱钢麦尔兹石灰窑卷扬上应用

1 概述
莱钢麦尔兹石灰窑工艺由瑞士引进,生产全过程自动控制。上料系统采用斜桥式料车上料,斜桥式料车上料系统主要由斜桥、料车、卷扬电机三部分组成。料车在斜桥上的运动分为起动、加速、稳定运行、减速、倾翻和制动六个阶段。
2 控制系统方案
2.1上料及窑底系统主要电气设备
1、 卷扬机构交流电机功率55kW,三相交流380伏一台;
2、 料车制动器1kW,两相交流380伏两台;
3、 交流变频传动柜1面,制动电阻柜一面;
4、 料车变频器选西门子6SE70 75kW1台,配套制动单元;
5、 位置检测接近开关;
6、 PLC系统。
2.2基本工艺要求
1、 料车卷扬机:料车卷扬机按料车行程曲线运行;
2、 在PLC及现场操作台手动(仅用于检修)方式下,满足高、低速调速要求;
3、料车启动、停车及加、减速应平稳,速度控制受负载(空载或满载)影响较小;
4、主卷扬有钢丝绳松弛保护和极限张力保护装置(过流保护);
5、 料车有上、下行程极限保护装置;
6、 料车尚未到达行程终点的卷筒反转保护;在卡车的状态下,可允许停车或有控下行。
2.3 设计方案
系统框图如图1所示,
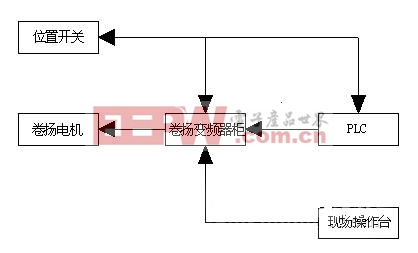
图1 系统框图
2.3.1卷扬变频调速装置
我们采用西门子公司的6SE70全数字交流变频调速装置。系统配置了配套制动单元和独立的制动电阻柜,采用能耗制动方式实现卷扬系统的制动。变频器的控制信号通过变频柜的电气设备来完成基本联锁及控制,在PLC与变频柜之间、现场操作台与变频柜之间利用继电器相互隔离,使料车的控制可以由PLC或现场操作台分别控制系统,提高整个系统的可靠性。抱闸由6SE70装置中的抱闸专用控制功能来实现料车运行中的抱闸控制及联锁控制。
2.3.2料车定位
料车定位采用现场接近开关来完成,以开关量的形式送给变频柜和PLC;其中加速 、减速、停车位送给PLC,PLC对变频器进行控制。极限位送给变频柜,进行断电保护,同时送给PLC,以便进行故障分析。
2.3.3料车运行简介
料车在料坑底部,备料装好后,地坑闸门关闭,窑顶受料斗料空,申请上料,由PLC发出命令给变频器,6SE70在接到开车命令后系统解封。通过6SE70系统中的抱闸控制功能,建立在抱闸状态下的转矩限幅给出的启车力矩电流后,6SE70系统发出打开抱闸命令,使抱闸打开,实现料车的平稳启动。
当料车启动运行后,所需的运行力矩电流大于启车力矩电流后,原来建立的转矩限幅将恢复到正常的限幅值。启车后,料车将以10HZ速度自s1处开始上行;通过位置开关检测至加速点s2时,PLC发命令给变频器,运行速度增加至45HZ;上行至减速位置s3(接近窑顶弯轨处)时,运行速度减至10HZ;料车运行至窑顶倾翻位置s4时,PLC发出停车命令,控制6SE70完成停车,抱闸闭合,此时料车的停车位置应是工艺要求的角度,即能将车内的炉料倒净而又不感应到极限位,完成上行卸料过程。见料车行程曲线图2,下行过程与上行过程控制原理相同。
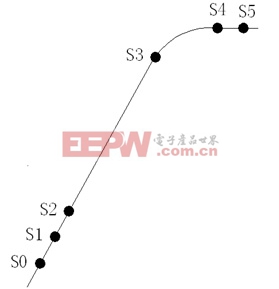
图2 料车行程曲线图
图2中,
s0:下行极限位置
s1:上行起始位置(下行停车位置)
s2:上行加速位置(下行减速位置)
s3:上行减速位置(下行加速位置)
s4:上行停车位置(下行起始位置)
s5:上行极限位置
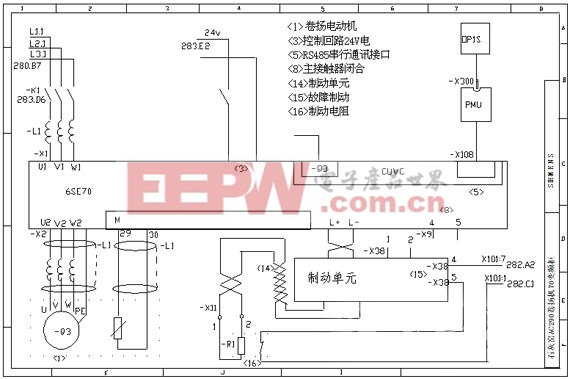
3 变频器的接口图:
4 变频器主要控制参数设置

5 应用效果
该卷扬控制系统是实现整个麦尔兹窑生产全过程自动控制的基础,通过采用先进的西门子变频器以及稳定的PLC控制技术大大提高了麦尔兹窑生产最重要环节的准确性和稳定性。系统自投入运行以来一直稳定运行,对麦尔兹窑稳产、高产,降低成本,减轻工人劳动强度起着重要作用,取得了较好的经济效益和社会效益。

评论