钢水成分传感器及其应用进展

用计算机控制算法优化工业过程需要实时的过程参数。一个工艺过程被优化的程度取决于工艺过程信息的数量和质量,所以开发高级传感器可以改善工艺过程的控制水平。对于钢铁冶炼过程中最重要的参数就是金属熔体的化学组成。钢水接触大气会使其中的氧、氮、氢等元素的含量升高;有时某些元素与耐火材料或大气等作用会降低其在钢中的含量,这些都将影响钢的质量。如果知道钢液化学成分的实时信息,就可以积极地控制炼钢过程,为此人们开发了各种用于钢液化学成分测定的传感器。
钢中溶解的气体氧、氮、氢是影响钢材质量的重要因素,近年来钢中氧、氮、氢的联合控制已变得越来越重要。针孔、气泡氢致开裂等问题并不完全是一种气体造成的。最有效的方法就是在工艺过程中检测这些气体在钢中的浓度。硅、硫是铁水预处理“三脱”的元素,随着我国铁水预处理比例的增加,对铁水预处理过程的控制也越来越迫切。本文介绍这五种元素的在线检测技术的最新进展。
二、各种成分传感器
1. 氧传感器
以钢水定氧为代表的基于固体电解质的氧传感器有其特有的一些优点,固体电解质的电导率随温度升高而提高,所以炼钢的高温对固体电解质氧传感器较适合;传感器的输出信号由熔融金属和参比电极的热力学性质决定,不需要校准;输出信号是直流电压,所以外部电子装置相对简单;除此之外,ZrO2固体电解质是稳定的化合物,一般能承受钢水的化学侵蚀。
转炉吹炼终点和精炼脱氧后钢水的氧含量可以由氧传感器测定。以稳定的氧化锆为固体电解质的氧传感器是炼钢工业应用得最成功的成分传感器。其参比电极通常是用Cr/Cr2O3混合物,Cr和Cr2O3的平衡建立一个参比氧分压,与钢液中的溶解氧形成浓差电池。尽管氧传感器已使用40多年,但还有一些需要改进的地方。
首先是改进使用寿命。目前的氧传感器是一次性使用后废弃。延长使用寿命既可以改善数据质量(如连续测定),又可以降低成本。延长其使用寿命的一种方法如图1(b)所示[2],其目的在于改善参比电极的密封。另一种方法如图1(c)所示[3-5],将参比电极置于钢液上方,称为非等温传感器,但这样引入了附加的热电势,需要进行补偿。还有一种延长传感器寿命的方法是施加一个反向电压来阻止参比电极的蜕化[6]。另一方面需要改进的是扩展氧传感器的氧分压测量范围尤其是极低氧范围。极低氧含量的钢液将使ZrO2固体电解质产生显著的电子电导率使传感器产生错误的输出信号。改进方法有用其它固体电解质取代ZrO2,例如稳定的钙钛矿[5],或ThO2固体电解质;或者用双层管结构,既可阻止电子电导,又能获得较好的抗热振性[7]。
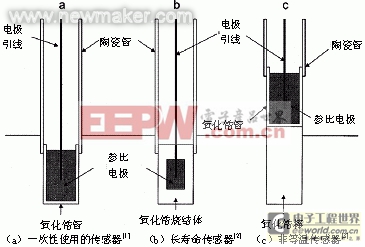
图1 氧化锆固体电解质氧传感器的几种形式
2. 氢传感器
尽管有在一定条件下可以传导质子的氧化物固体电解质,但由于在炼钢的高温下其氢离子(质子)迁移数较小,不是纯的质子导体,所以用质子导电的固体电解质作钢中氢传感器在技术上还无法实现。但基于质子导电的固体电解质的氢传感器已经成功地用于液态铝中氢的测定[8]。
目前普遍采用的钢水中氢的在线传感器是称为Hydris(Hydrogen Direct Reading Immersion System)的装置。[9]如图2所示,用泵将载气(氮气)通过耐火材料制成的导管导入钢液鼓泡,载气的气泡吸收钢中溶解的氢气,插在钢液中的多孔耐火材料罩子收集这些溶解了氢的气体,载气在Hydris系统内不断循环直到氢在其中达到溶解平衡,过滤后导入热导池进行分析。与通常的取样—急冷—定氢仪分析相比,Hydris的测定时间缩短4~9min,精度从s= 0.23提高到0.12。该系统在北美钢铁界自1987年开始使用,可测定1~16ppm的氢,被证明是热力学上正确的定氢方法,已经成为钢铁工业的标准。Minco 1999年也开发了称为Hydro VAS的氢分析系统[10]。
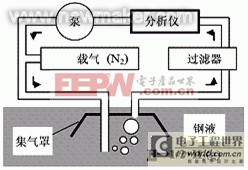
图2 测定钢中氢的HYDRIS示意图
目前钢液中氮的在线传感器还没有实用化。尽管也开发过与Hydris原理相同的钢中氮的检测系统,但是因为氮在钢中的扩散系数远小于氢,载气泡中的氮与钢水达到平衡的时间过长,这种传感器没有实现工业应用[11-13]。传导氮离子的固体电解质还有待进一步的实验验证。现在钢铁企业测定钢中氮含量的常用方法是取样——惰性气体中熔化——热导池定氮。该方法已经仪器化,这类仪器有LECO、HORIBA、ELTRA等厂家生产,成为钢厂的常规分析手段。
4. 铁水中硅传感器
铁水硅含量直接测定对铁水预处理、转炉吹炼都有重要意义。铁水定硅采用辅助电极式的氧化锆固体电解质传感器,通过在氧化锆管外侧涂敷辅助参比物质,与铁水中的硅建立局部化学平衡,产生一个与铁水中硅含量相关的局部的氧的化学位,从而获得与铁水中硅含量相关的氧浓差电动势来确定硅的化学位,得到铁水中的硅含量。辅助电极的参比物质可以是SiO2-CaF2或ZrO2-ZrSiO4等。Heraeus Electro-Nite研发了铁水定硅传感器,可用于在高炉、铁水沟、鱼雷罐、铁水罐等多处实时测量铁水的硅含量。使用温度是1250℃~1450℃,测量范围w[Si] = 0.1% ~ 1.0%,响应时间为15s,测量误差一般为测量值的10%。传感器测量结果与取样化学分析结果的比较如图3所示[14]。图中直线的相关系数为0.95,标准偏差为5%。
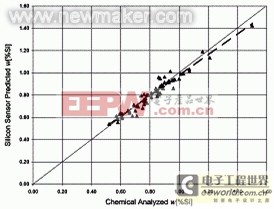
图3 铁水硅含量的传感器测定结果与取样化学分析结果的比较
硫传感器也是基于氧化锆固体电解质氧传感器,所采用的方式与硅传感器类似,在氧化锆管的外侧涂敷辅助参比电极物质。这种物质目前还是商业秘密。铁液中溶解的硫与辅助参比涂层内的阴离子之间建立一个分配平衡:

E——传感器的电动势(V);
T—铁水温度(K)。
假定硫的活度系数是常数,如果辅助电极涂层物质在测量范围内和各种铁水预处理条件下其热力学性质都稳定,即式(1)的平衡常数K值稳定,而且式(6)右边第2项不随[S]含量变化,则硫含量的对数可以表达为传感器的电动势和铁水温度的函数:
 (7)
(7)
 (8)
(8)
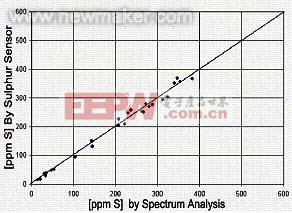
图4 硫取样光谱分析与传感器测定结果的比较
最近,Minco (Midwest Instrument Co., Inc.)正在开发以HydroVAS作为气体系统从钢液中抽出的气体,导入质谱仪分析钢中气体的多气体分析系统(Multi-Gas Analysis System,简称M-GAS)。这种仪器的特点是可以同时得到钢液中溶解的[O]、[N]、[H]、[CO]、[CO2]含量。尤其是首次实现钢中溶解[N]的在线测定,对掌握氮在钢种溶解、脱出的规律将有很大帮助,但选用的质谱仪必须有区分N2和CO的能力[16]。
三、各种成分传感器在工艺过程控制中的应用
铁水硅、硫分析将缩短铁水预处理时间,减少铁水温降。Si传感器及时准确地提供铁水硅含量保证了转炉加料的精度。硫传感器快速提供铁水预处理初始和终点硫浓度使脱硫过程控制成为可能。综合效果是减少转炉再吹次数,提高了铁的回收率,并显著缩短转炉炼钢所需的时间。
1. 炼钢过程钢水氧活度测定[17]
在转炉和电炉炼钢过程中用传感器定 光纤传感器相关文章:光纤传感器原理





评论