PROFIBUS在纸机传动中的应用

随着造纸企业生产规模的扩大和工业自动控制水平的提高,越来越多的自动化设备如传感器、调节器、发送器、驱动器及可编程控制器等被应用到造纸工业控制现场。相应地,串行现场总线也用来在这些设备间进行通信。因此,通信和数据流高速传输的实现就成为完成电气传动和控制的一个必不可少的部分。目前,现场总线存在着各种各样的网络标准,这些网络大多是严格保密且互不兼容,其中PROFIBUS 标准是一种开放的、不依赖生产厂家的通信系统标准,所以PROFIBUS 在各种工业控制现场得到了越来越广泛地应用。尤其是在造纸行业,PROFIBUS 得到了大力推广。本文针对PROFIBUS 在长网多缸纸机传动控制系统中的应用进行了详细的介绍。
PROFIBUS 现场总线技术是由德国Siemens等13 家公司和5 家研究所联合制定的标准化规范,并于1999 年成为国际标准IEC61158 的组成部分。PROFIBUS 包括3 个同一类、可互相兼容的变种,即PROFIBUS-FMS 、DP 、PA 以适应不同领域的要求。PROFIBUS-FMS(现场总线技术信息规范)的设计旨在解决车间监控级通信任务,提供大量的通信服务;PROFIBUS-DP (分散型外围设备)用于现场层高速数据传送;PROFIBUS-PA (过程自动化)适用于过程自动化。PROFIBUS 能够提供制造业、楼宇自动化和过程自动化各领域统一解决方案的系统,现已在汽车工业、机械制造业、食品工业、运输业、环保工程等多领域获得了应用。
1 造纸机传动控制系统
1.l 造纸机传动控制系统的构成
造纸机传动控制是一个控制点多、结构非常复杂的系统,其系统的工作过程概略如图1 所示。以1760 / 350 长网多缸造纸机为例,整个纸机传动部分分为主传动和辅助传动两部分:主传动部分共分16 个传动点,总传动功率为368 kw ,主要控制饰面辊、真空伏辊、驱网辊、导网辊、真空反压辊、光压辊、烘缸和卷纸机等;辅助传动部分合计功率42 kw ,主要控制匀浆辊、唇板、损纸搅拌器、张紧器、冲水管、输油泵、刮刀和副臂等。传动系统的数据通路主要有2 个:其一是操作屏和PLC 走PROFIBUS-DP 或FMS 通路;其二是PLC 通过CBP 板卡和变频器走RS485 PROFIBUS-DP 协议通路。为达到控制目的,整台纸机共配有4 台操作台:操作台OP-﹟l 控制流浆箱及上浆系统有关气动、电动设备;OP-﹟2控制有关网部、吸移、反压、二压及工艺系统有关气动、电动设备;OP-﹟3 控制有关光压、部分烘干部及工艺系统有关气动、电动设备;OP-﹟4控制部分烘干部、卷纸机、稀油站油泵及工艺系统有关气动、电动设备。每套操作台配备1 套ET2OOM , 作为远程I/0 使用;并且装有PROFIBUS-DP 接口的阀岛和单机起停及紧急停车按钮。其系统控制结构如图2 所示。
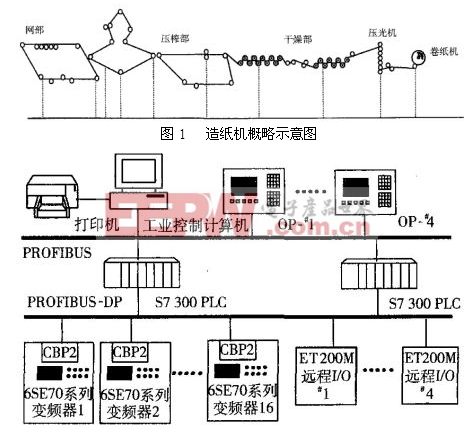 |
图2 控制系统结构
本系统采用功能强大、软件功能丰富的S7-300 型PLC CPU315 系统作为控制核心,软件采用STEP7 Version 5.0 ;变频器采用Siemens 的6SE7O 系列完整矢量控制高精度变频调速装置,其完善的控制性能特别适合纸机系统,如速度链给定、分布的速度控制,张力控制及两者的切换,多种自由功能模块和工艺模板的组合特别适用纸机的工艺要求;本系统采用了T40O 模块,它提供了多种工艺控制功能,如卷曲、张力、同步、定位、多电机等;并采用CBP2 板卡插在变频器中,用于PROFIBUS-DP 的通信;上位监控计算机采用西门子的PⅢ450 加54cm 彩显;组态软件采用WIN CC5.O 。通过OPIS 操作屏和PLC , PC 可对多台装置进行参数重复设定以提高调整进度。







评论