太钢热连轧生产线加热炉自动控制系统

步进式加热炉在热连轧厂的主要作用是把冷钢坯送入炉内加热使钢的温度达到轧制所要求的温度。整座加热炉由炉体、上料辊道(A1-A8)(其中A3为板坯称量辊道,A1为板坯测长辊道)、炉内步进梁、出料辊道(C1、C3、C5、D4、D5)、中间辊道(C2、C4、C5、C6、D1、D2)组成,由它们共同负责完成钢坯入炉、步进、出炉的整个过程。加热炉设备的良好运行直接影响到整条轧线的正常运作。
为了与科技接轨,为了最大限度地实现全自动化,在改造中我们采用了西门子S7-400系统来控制加热炉设备。
以下为加热炉的两张照片。其中图A中所示为正在将冷坯装入炉内的情形,图B中所示为正在将加热后的钢坯出炉时情形:

图A

图B
二、生产过程简介
存放在板坯跨的板坯,按生产计划所编排的顺序,用半门吊放在上料辊道上,然后送到称重辊道上进行板坯的重量和标号的核对,核对合格的板坯送往板坯测长辊道进行板坯长度测量,测长后按生产计划安排通过炉前装料辊道分别送到四座加热炉,板坯在炉前装料辊道上按指定的炉前位置完成准确定位,然后由推钢机或装钢机通过滑道或直接抬升前进送往炉内。将其推入加热炉内的固定梁上,再由步进梁托起板坯,使板坯在炉内步进式地进行加热。为使板坯准确停在固定梁上并使板坯间隙正确,在炉子入口处设有激光位置探测器检测板坯的位置。
板坯在炉内运送钢坯在正常情况下步进机械采用“正循环”操作,即板坯向出料端移动。板坯在加热炉的步进梁上步进式通过各段进行加热,当加热至规定温度的板坯在炉子出料端受到激光位置探测器时,步进机械在完成当前的正循环后停止。当接到轧机要钢信号后,此时由板坯托出机将板坯托放到出料辊道中心线上,然后运送到轧机前辊道,进行轧制。
三、控制系统构成
我们采用的是S7400的416型PLC,具备强大的逻辑及浮点计算能力、丰富的寻址方式、完整的与上位机通讯的协议、完善的数学函数功能,能快速响应来自传感器的信号,平稳实现钢坯在炉内的运输,避免了机械机构造成冲击的可能性。并可靠地实现了加热炉设备的手动、半自动、自动操作。
每座加热炉根据控制对象、实现功能的划分、各配置两套PLC分别用于传动控制、燃烧控制。每套PLC均由主机架部分与远程ET200分站组成。主机架均配置以太网卡与二级计算机及HMI服务器进行通讯。各传动PLC与公共PLC间有大量的信号进行交换,为了减少以太网的通讯负担,保证信号的实时性,所以各传动PLC与公共PLC采用MPI网络进行通讯。由于远程设备多、且有些远程设备在地理位置上比较集中,采用CPU通过PROFIBUS与远程ET200通讯的结构既能保证了系统整体快速响应,又能大大降低布线成本,是一个性价比极为合理的方案。
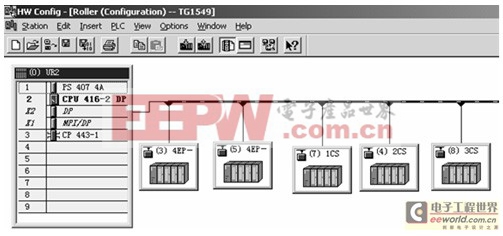
公共PLC硬件配置图如图1






评论