FAD2500点胶设备数据采集快速实现方法
0 引言
粘接工艺是微波组件类电子产品生产中一种常用的对元器件、电路基板等进行组装的工艺方法。在粘接工艺中,点胶是必不可少的一道工序,点胶的工艺过程质量水平直接决定了元器件粘接组装的质量,进而对电子产品组装良率和产品性能具有重要影响[1]。点胶通常可分为人工点胶与自动点胶。其中,在组装精度与一致性要求较高、批量较大的电子产品生产中,通常选用全自动点胶机完成自动点胶工艺。
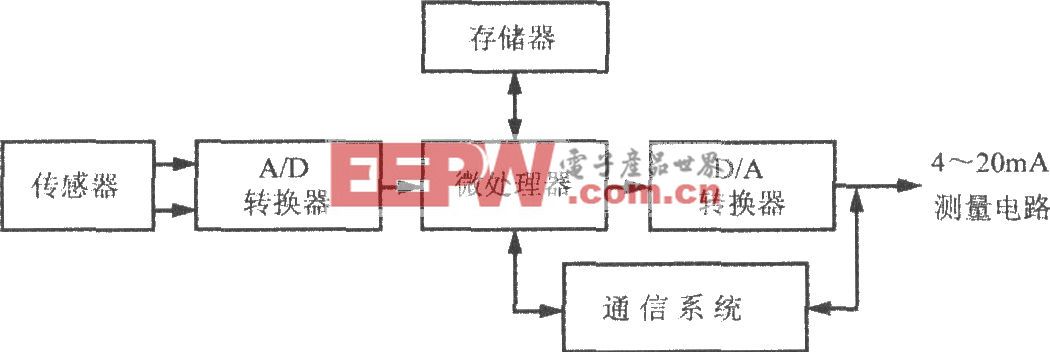
全自动点胶机主要用于微波组件等电子产品生产过程中导电银胶、红胶等胶材的高精度自动点涂。胶材点涂后,采用自动贴片机或手工贴片的方式将芯片、电容、电路片等器材贴装到基板表面,再通过垂直固化炉或烘箱,加热固化胶材,最终实现芯片等元器件与基板/ 腔体间的电气连接及机械连接。其中,导电胶起到导热、导电、缓冲、机械支撑等作用, 是后道贴片、引线键合工序所包含的器件贴装、金丝焊接的基础,对于金丝键合等工艺质量具有重要影响。典型微波组件生产工艺流程图如图1 所示,其中自动点胶是重要工艺之一。

FAD2500 作为一款市面上成熟的货架产品,其点胶性能优异,设备运行稳定,大量应用于微组装行业。然而,面向该型设备的自动数据采集研究及应用,在公开报道中关于该型设备的自动数据采集的研究与报道较少且缺乏直接指导意义,同时厂家提供的通信手册也缺乏示例介绍。基于FAD2500 设备的应用广泛性和代表性,面向设备的数字化改造与微组装产线的数字化集成需求[2],作者选取FAD2500 进行数据自动采集研究,通过对该型设备采用的SECS/GEM 通信协议进行分析研究、二次开发、应用测试,实现了对该型设备数据的自动采集和应用验证。
1 总体方案
1.1 需求分析
传统的人工操作,对于小批量、多品种的产品,有着生产节奏灵活的优势。但随着产品向大批量、单一品种的转变,人工操作已无法满足产能的需求。加之数字化时代的到来,无论是生产进度监控、产能分析、质量管控等关键点都需要对单台设备进行集成[3],需要通过直接获取设备数据进行过程监控,从而进一步提升设备加工良率和设备产出能力,这对设备的数据采集提出了迫切的需求[4]。
1.2 设备通信协议
FAD2500 与上位机的通信接口符合GEM(通用设备模型)标准。GEM 标准为所有半导体制造设备定义了SECS-Ⅱ(SEMI 设备通信标准2)通信接口的标准实施,其详细说明可以参考SEMI 国际标准文件的E30部分[5],在此不做过多介绍。
1.3 采集平台搭建
本文以FAD2500点胶机为例,以笔记本电脑为终端,利用FASTsim 调试工具,通过RJ45 网口,对点胶机进行数据采集,采集平台硬件示意如图2 所示,点胶机的网口位于设备背面底部。

2 数据采集实施
2.1 IP地址设置
FAD2500 型点胶机具有两个网口,其中本地连接1是设备工控机与PLC 的通信接口,本地连接2 是设备工控机与外界通信的接口。因此,对点胶机进行数据采集仅需要对本地连接2 的IP 地址进行设置即可。本文对设备工控机中的本地连接2 的TCP/IPv4 进行如下设置:
1)IP 地址设置为192.168.10.11;
2)子网掩码设置为255.255.255.0;
3)默认网关设置为192.168.10.254。
需要注意的是,设备工控机本地连接1 与本地连接2 的IP 地址需要有所区别,本例中本地连接1 的IP 地址为192.168.10.1。
对笔记本端的本地连接进行如下设置:
1)IP 地址设置为192.168.10.101;
2)子网掩码设置为255.255.255.0;
3)默认网关设置为192.168.10.254。
2.2 通信建立流程
通过SECS/GEM协议建立通信连接需要请求通信、设备切换在线模式、请求设备在线等3 个步骤,具体流程如图3 所示。

图3 通信建立流程图
2.3 请求建立通信
完成IP 地址设置后,在设备的控制软件上将GEM设置中的“通信状态切换”设置为“ENABLED”。之后,在笔记本端打开FASTsim 调试工具,使用S1F13命令,请求与设备建立通信。按照FAD2500-SECS 通信手册上的要求,S1F13 命令使用List0 来请求建立连接,并且不需要附加任何变量参数。因此,需要将FASTsim中的默认值从L2 更改为L0,并且删除默认的MDLN、SOFTREV 这两个参数。完成上述设置后,FASTsim 调试工具发送S1F13 命令给设备,设备回复S1F14 命令到笔记本,二者建立通信连接如图4 所示。

图4 建立通信连接
2.4 请求设备在线
完成通信连接的建立后,需要在设备端进行设置,将控制器的状态进行切换, 从“OFFLINE” 设置到“ONLINE REMOTE”,如图5 所示。

图5 设置设备远程在线
完成设备远程在线的设置后,FASTsim 调试工具向设备发送S1F17 请求设备在线,设备回复S1F18,参数值为2,表示设备已经在线,如图6 所示。至此,FAD2500型点胶机SECS/GEM协议的通信建立已完成。

图6 请求设备在线
3 数据采集结果
为进一步验证通信建立的效果,在不设置SVID 值的条件下,FASTsim 调试工具向设备发送S1F3 命令请求读取FAD2500 型点胶设备的所有实时变量,设备回复S1F4,并将所有变量值附后,如图7 所示。

图7 设备实时变量值读取
同时,在不设置ECID 值的条件下,使用S2F13 命令读取FAD2500 型点胶设备的所有设置常量,设备回复S2F14,并将所有变量值附后,如图8 所示。

图8 设备设置常量值读取
至此,设备所有的实时变量值和常量值均可进行采集,完成设备数据采集的基础工作。后续可以使用C#、Python、Java 等高级语言,按照上述实施流程进行数据采集程序的编写,采集到的数据可以根据使用环境直接显示或者存储到相应的数据库。
4 结束语
本文通过实例细化 了FAD2500 型点胶设备进行数据采集的具体过程,对该型设备的通信相关业务提供了较为详尽的实例说明,有助于进行数据采集或设备数字化集成的工程师快速、准确地与设备建立通信,可为微组装等电子产品数字化产线集成等提供有价值的参考。
参考文献:
[1]王明玥,曲晓伟,刘同磊,等.一种组网式工业数据采集分析系统[J].电气传动,2021,51(24):63-74.
[2]马志艳,石敏.一种多通路数据采集系统快速实现方法[J].现代电子技术,2022,45(10):26-30.
[3]乔丽,崔海龙,侯一雪,等.多芯片点胶贴片系统的工艺与控制特性分析[J].电子工艺技术,2022,43(1):29-40.
[4]张宏志.自动化设备数据采集系统的开发与应用[J].南方农机,2020,51(5):218.
[5]SEMI.E30-1103.Generic model for communication and control of manufacturing equipment[S].Global Information & Control Committee,2003.
(本文来源于《电子产品世界》杂志2023年1月期)




评论