无铅焊接:控制与改进工艺

在实施无铅工艺之后,我们必须经常跟进、监察和分析数据,以保持工艺在控制之中。
本文引用地址:https://www.eepw.com.cn/article/201710/366182.htm无铅焊接已经引入了,因此无数的问题也提出来了。尽管如此,许多问题还是必须回答的,包括无铅的定义、它的实施成本、和甚至是否所有技术问题已经解决。但是,实验继续在新的无铅合金的可靠性上提供好的数字。
本文讨论成本与能量效应,并展示工艺必须不断地检验,因为技术与工艺知识在将来会改进的。一个标准改进模式,比如德明循环(Deming cycle),可用来维护无铅焊接工艺的控制,作出调整和改进,并在可能的时候实现成本的节约。
材料成本
焊锡
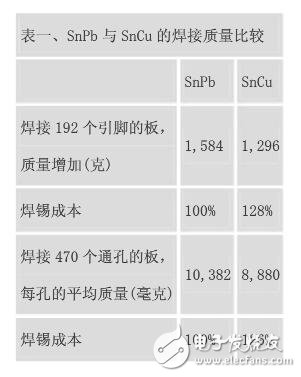
作为一个例子,某种焊接机的锡锅含有大约760公斤的锡铅(SnPb)合金。用SnPb来填满锡锅将花大约$3,960美元。SnPb的密度为8.4 g/mm3。用锡铜(SnCu)合金填满相同的锡锅需要661公斤,其密度为7.31g/mm3 :
质量 = (7.31 ÷ 8.4) x 760 = 661.
结果是焊锡成本增加28%或$5,063美元。其它无铅替代方案,如锡银(SnAg, 135%)和锡银铜(SnAgCu, 145%)对焊锡成本的影响甚至更大。
考虑到焊接点和将SnPb与无铅进行比较,我们可以作下列计算。如果形状相同,那么无铅合金的质量将较少,由于其密度较大。对于一个SnCu焊接的通孔引脚连接器,焊锡质量为:(ρSnCux ρSnPb) x massSnPb
因为焊点看上去不同,湿润可能较差,焊点的角度不同,我们必须验证是否计算的质量差别大约等于焊接点的实际质量增加。
为了证实,我们焊接一块有连接器的板(每块板总共192个引脚),称出焊接前后的重量差别(表一)。重量的增加多少都是所焊接的焊锡。
助焊剂
象在所有焊接工艺中一样,助焊剂起主要的作用。可焊性和焊接缺陷可以改进和减少,如果使用正确的助焊剂。如果我们实施“绿色”焊接工艺,我们使用无VOC的水基助焊剂,它比醇基助焊剂有一些优势。
几个试验目前已经证明无VOC的助焊剂与无铅焊锡比免洗助焊剂显示较好的结果。特别是对于板上的残留物和可焊性,它们是较好的。一个理由就是应用到板上的数量较少了。在助焊剂中的活性剂和化学物质在水中比在醇类中反应更有化学活性。虽然无VOC的助焊剂更贵,用这些助焊剂的总成本大约是相同的或甚至更少,因为用于焊接的总数量将减少。
如果可焊性提高,返工的数量将减少。助焊剂数量减少也将造成维护减少。清洁机器的零部件将较容易,可以用热水而不是化学品和仪器来完成。
可是,锡球的数量随着无VOC助焊剂的使用而增加。这个增加的部分原因是工艺中较高的温度,使得阻焊(solder resist)软化。与锡铅工艺比较,这些锡球的清除要容易得多。
新的无VOC助焊剂现在正在开发。助焊剂供应商正尝试将松香溶解与水基助焊剂,在锡球数量上的减少另人赞赏。这些研究将继续下去,因为大多数助焊剂供应商还没有成功地找到正确的配方。
元件
对于许多元件,改变引脚的最终表面涂层将不是一个主要问题。如果发生对无铅表面涂层的将来很大的需求,那么元件供应商更可能在将来转换而不是现在。因为技术是现成的,这些元件的价格预计不会大幅地增加。
SnAg与SnAgCu锡球对于BGA似乎是SnPb的一个可接受的替代。对于周边封装的替代引脚表面涂层正在研究之中,可靠性和锡须(TIn whisker)问题必须解决。较高的工艺温度增加对元件潮湿敏感性性能和封装完整性的要求。可以经受较高温度,如280°C 5秒钟,的塑料现在正在设计,将会把价格推高。因此,需要一种具有高精度(ΔT较小和良好的传热)的回流焊接炉来运行无铅温度曲线,满足较便宜元件的规格。如果能将最高峰值温度限制在245°C,并且将所有的焊锡按照无铅锡膏的规格带到熔点以上,那么对于用户可以得到元件成本的减少。
板的材料
除了禁止铅之外,卤化阻燃剂(halogenated flame retardants)也将从板的材料中消除。因此,使用无铅表面涂层的新的板材必须用较高玻璃态转化温度(Tg)来经受较高的工艺温度。这些新的板材,以及无铅表面涂层,将影响价格。现在还不清楚这些价格将增加多少,因为多数电路板供应商还在优化板材的选择与其制造工艺。
氮气
回流焊接炉。在回流焊接中,人们经常讨论氮气的必要性。一些工艺要求氮气,因为它提高可湿润性,得到较好的焊接点的可靠性。在其它工艺中,氮气可能造成更多的元件竖立,因此禁止或控制在一定水平。
即便在回流焊接工艺中惰性气体可能有帮助,但还有问题就是是否成本合理。在一些国家,氮气不那么贵,如德国,成本大约是$0.08/m3。在其它国际,比如瑞士,氮气价格大约为$0.81/m3。相对劳动力是非常合算的。
最好,一台炉应该可以在空气和氮气中运行。基于成本的理由,应该避免惰性气体。但是,对于诸如较小与更复杂的设计,应该要有转向氮气的能力。
对于氮气没有所谓一般性的说法。每一个工艺都有其自己特有的问题与挑战。在以可能较高的工艺温度实施无铅焊接之后,必须回顾一下氮气的表现与必要性。在一个较长的生产时期后,可以在评估有关空气或一种惰性气体的决定。
波峰焊接。和锡铅焊锡一样,当焊锡在液体状态和高温时无铅焊锡氧化十分迅速。如果不在惰性焊接机中,在表面的氧化皮去掉之后,在波峰上很快会形成新的氧化物。锡渣中含有由氧化皮发展的焊锡金属单元。对于无铅焊锡,波上的氧化物可能更容易肉眼看到。
氧化物更容易看到有几个原因。首先,在无铅焊锡中的锡含量比在锡铅中更高。到目前为止,在焊锡表面上最常见的氧化物是锡氧化物,氧化锡(SnO)和SnO2。其次,温度比在锡铅焊接中更高。较高的温度造成更多的氧化,造成更多的锡渣。
锡渣的数量可以减少。某些波峰焊接机装有一种轴向密封,消除在泵轴上形成的锡渣。其它锡渣是在波峰上形成。通过减少波的下落高度,锡渣的数量将会更少。下落高度是在波峰上溢出的焊锡到锡面的距离。
氮气的使用也将提供一些优点。氮气是成本有效的,锡渣的数量可以减少。因为氧化物只是锡渣中的一小部分,锡渣应该压缩,从氧化单元中部分地分离出焊锡金属。
能量消耗
回流焊接炉
回流焊接工艺要求许多能量将印刷电路板(PCB)加热,之后,更多的能量需要冷却板。无铅焊接要求不同的温度曲线,因此,不同的能量消耗。
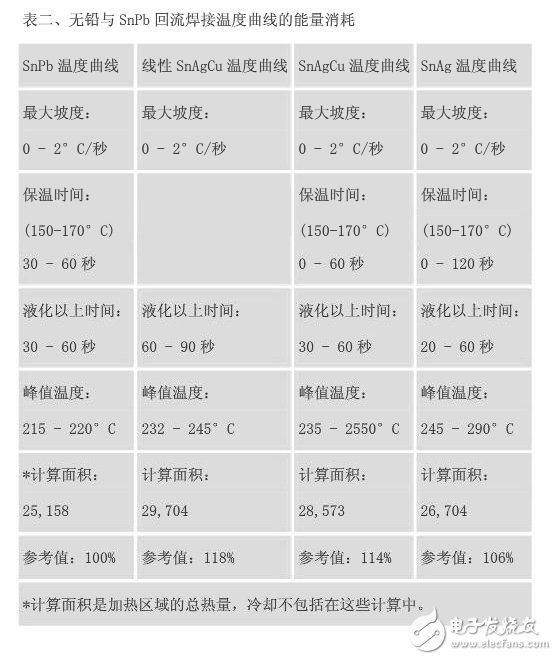
在一个试验中,我们将无铅工艺的能量消耗与传统的SnPb比较(表二)。使用一个数据记录仪,温度曲线逐步显示在工艺期间装配的时间温度特性。图一中显示SnAgCu的线性温度曲线。在加热曲线之下的区域有需要用来加热装配的能量有关部门。
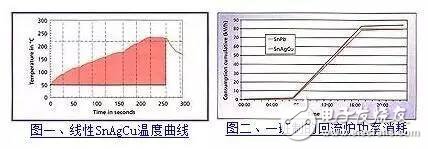
在另一个试验中,我们使用一台专门回流炉和一个典型的板装配来设定温度曲线。为了决定功率的消耗,我们在机器上安装一个测量设备。每个工艺的功率消耗记录在表三。
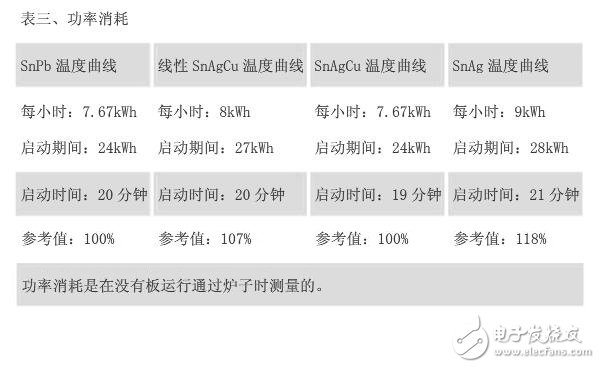
图二显示在一班制工艺期间的一台回流炉的功率消耗。SnPb曲线与线性的SnAgCu曲线比较。从线性的曲线,我们了解到液化以上的长时间造成金属间化合物增长的增加,在对可靠性不是所希望的,并且对功率消耗有大的影响。SnAg曲线具有高峰值温度设定,要求许多能量来维持设定点。
波峰焊接
在波峰焊接工艺中,由于较高的熔点和工艺温度,有两个区域将会显示能量消耗的增加。第一个增加是在装配的预热。如果我们将免洗助焊剂应用和无VOC的水基工艺比较,我们将发现在能量消耗上的增加最高达到25%,由于较高的预热温度。
其次,因为焊接温度较高,锡锅需要更多的能量。如果我们将一种280°C的极高焊接温度与250°C的正常的SnPb温度比较,我们发现列于表四的数据。
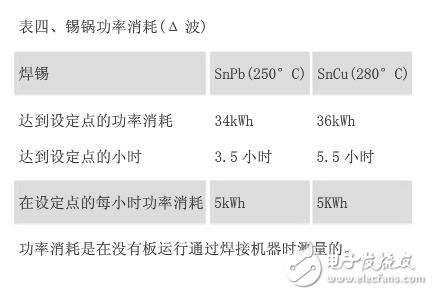
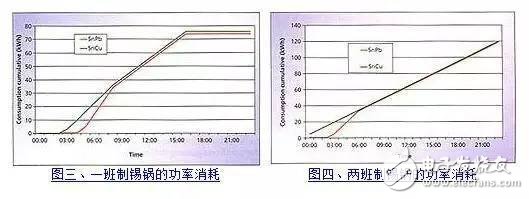
图三显示在一班制生产工艺期间的一个专门锡锅的功率消耗。图四显示类似的锡锅在两班制生产工艺期间的功率消耗。
运作成本
产出
一般,无铅波峰焊接工艺要求较长的接触时间,以达到焊锡的良好湿润。如果必要,机器可以安装一个不同波形形成器。如果还没有达到适当的湿润,那么传送带速度必须减少。可是,减少传送带速度可能造成较低的产出。
修理 - 失效率
焊接点看上去不同,显示不同的形状。从我们在无铅实施中所看到的,缺陷数量没有增加。尽管如此,诸如焊脚提起的新缺陷确有发生。迄今,可靠性测试没有显示由于焊脚提起的较低的品质,因此这些焊点不需要修理。对于修理工作,烙铁嘴的氧化物增加也会发生。
维护
由于无铅焊接的维护增加应该不是所希望的。无VOC的水基助焊剂可能甚至减少维护时间和间隔,与免洗助焊剂相比。
对于回流焊接,一个好的助焊剂管理系统将减少维护成本。新的锡膏将有不同的助焊剂,将在较高的温度下蒸发其它残留物,但是不会造成维护间隔或时间的增加。
工艺改进
在实施之后,工艺必须持续地控制、改进和重新设计,以节约成本和具有竞争性。因此,工程师和所有那些负责无铅工艺的人都应该知道新的材料、工艺和机器更新将在不远的未来引入。
新的材料
虽然一些公司已经无铅焊接了两年多,但是对其合金的选择应该作一些评述。
如果板的材料中不出现铜,例如铜焊盘上有机可焊性保护涂层(OSP),那么停留在合金,特别是SnAg,的规格界限内是非常困难的。越来越多的公司选择SnAgCu作为SnPb的替代材料,SnCu由于成本的原因只用在波峰焊接。
锡锌(SnZn)与锡锌铋(SnZnBi)在可见的未来还是回流焊接的局外人。如果锡膏供应商能够为这种锡膏设计一种超级助焊剂系统,成功消除含锌合金的氧化问题,那么这些合金由于其低熔点和成本将焕发新的兴趣。
板的布局
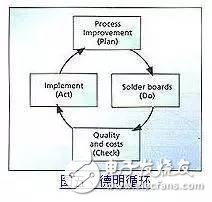
因为新的发展将会在无铅焊接工艺的不同区域出现,所以要求持续使用一种标准改进模式,如德明循环(Deming cycle)(图五)。按照这个模式来实施(或决定不实施)新的发展。例如,一种新的助焊剂将引入到工艺中。跟随的步骤是:
计划:计划一个试验来找出是否该助焊剂将改进品质、降低成本或达到已经选定的另一个目标。
做:运行该试验
检查:分析试验的输出和判断是否该助焊剂满足期望
行动:在工艺中实施该助焊剂,保持观察品质。
结论
用德明循环,已经达到该实施计划的结尾。虽然无铅焊接是一个热门话题,大部分制造商还正在收集信息,或者只是刚开始其第一个尝试。希望这里的文章将帮助你开发一个稳健的、可重复的无铅焊接工艺,产生持续的高合格率。

评论