无线工业网络的应用


由于市场需求的提升,江淮汽车制造厂原有部分生产系统已不能满足产能的提升需求:涂装底漆生产线存在瓶颈工位,受工艺时间的限制,节拍时间长;底漆生产线采用分段供电的控制方式,所有的动作都由地面主控PLC完成,技术比较落后,柔性差,扩充很难;老系统已使用了10年,部分设备出现老化,故障率很高,维护十分困难。 但是原有的工艺槽体还是存在提升潜力的,槽体空间比较大,能够放入两台车体进行工艺处理。通过对原生产线瓶颈工位进行双工位改造和增加自行小车车组,可以消除瓶颈,但是使用原有控制系统是很难实现的,势必要进行改造升级。
此次江淮汽车制造厂底漆生产线的改造,实际上就是底漆生产线自动化输送系统(环行自行小车)的改造。最终达到的产能目标,改造后单排、一排半车型工艺节拍为210s(原来为280s),产能提高近30%;双班日产量达到300台(原来为200台左右)。
工艺介绍
汽车涂装底漆生产线(又称“前处理和电泳生产线”)主要由工艺槽体系统和自动化输送系统组成。它是汽车涂装的第一道关键工序,底漆质量的好坏,直接关系到后序工艺,而底漆生产线的输送机构的自动化程度及好坏又直接影响涂装的质量和效率。

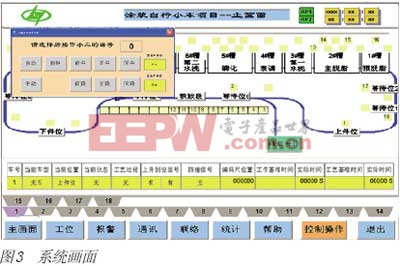
底漆生产线共有11个工艺槽体,依次是:预脱脂、脱脂、第一水洗、表调、磷化、第二水洗、去离子水洗、电泳、UF超滤水洗、超滤水洗和去离子水洗。第一个槽体到最后一个槽体距离约100m,另外还有上线点、下线点和积放段,整个环行滑触线全长约218m。
底漆生产线动作过程是:上线点将焊装车间焊好的白车身装好在吊具上,吊具升到位后自行小车带着吊具依次进入上述槽体进行工艺处理,然后从下线点将电泳好的车身从吊具中取下,空吊具升到位后,小车继续运行,经过积放区重新回到上线点进入下一循环。
无线解决方案的产生
尽管底漆生产线动作过程比较简单,但我们是在仍生产使用的老线基础上进行改造,而且改造时间很短(10天左右),风险很大。我们的方案规划始终围绕着:确保可靠性,减少现场施工量,减少编程调试时间,并且实现全信息采集的出发点进行。

评论