大功率弧焊逆变电源的IGBT保护技术
IGBT关断时为反向偏置,对应安全工作区为反偏安全工作区RBSOA。除了电流电压边界外,另一边界为器件关断后的重加电压上升率。因此,电压变化率越大,安全工作区越小。实际上,这就是因为IGBT动态擎住效应的限制的缘故。所以在弧焊逆变电源的设计中,限制过电流和过电压、改善器件的运行特性以及降低功耗,都有重要的意义。在不同的工作状态下,保证IGBT在安全工作范围内并处于较好状态下,是提高整机可靠性的关键技术。本文引用地址:http://www.eepw.com.cn/article/181343.htm
3.IGBT的保护措施
由于其结构和安全工作区知IGBT的可靠与否主要由以下因素决定:
1、栅极与发射极电压
2、集电极与发射极电压
3、流过集电极的电流
4、IGBT的结温
以上的四个因素在工作环境恶劣的弧焊逆变电源中都是需要注意的,尤其是第二项和第三项是我们在设计保护电路中重点考虑的内容。
3.1 IGBT栅极的保护
IGBT的栅极-发射极驱动电压 
的保证电压为 
,因此在IGBT的驱动电路应当设置栅极压限幅电路;另外由于焊接电源设备工作环境非常恶劣,在运输或振动过程中可能会使栅极回路断开,这时如果电源设备开始工作,则随着集电极电位的变化,由于栅极与与集电极和发射极之间寄生电容的存在,使得栅极电位升高,集电极-发射极间有电流流过。这时若集电极和发射极处于高压状态时,会使IGBT发热,极易引起IGBT损坏。为防止此类情况发生,可在IGBT的栅极与发射极间并接一只  的电阻,此电阻应尽量靠近栅极与发身极。如图3所示。
的电阻,此电阻应尽量靠近栅极与发身极。如图3所示。
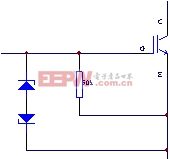
图3
3.2 集电极与发射极的过压保护
弧焊逆变电源进入焊接状态时,输出端即从空载转入接近短路状态,这时要求输出电流必须处于所需要的恒定状态。理论上,采用恒流闭环控制系统即可以控制电源的短路电流,但实际短路时,输出电压很低,即IGBT的工作脉宽很窄,才能保证输出电流恒定,这就造成了IGBT在很短的导通期间,吸收电容未分放电而马上关断,且因分布电感和漏感的影响,IGBT的关断是在承受较高的反压下进行的,极易使IGBT损坏,为了使IGBT 关断过电压能得到有效的抑制并减少关断损耗,需要给IGBT主电路设置关断缓冲吸收电路。IGBT的关断缓冲吸收电路分为充放电型和放电阻止型,从吸收过电压的能力上来说,充放电型效果较好,所以可在弧焊逆变电源中的IGBT过压保护缓冲电路可采用图4所示缓冲吸收电路:
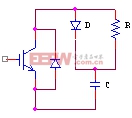
图4
在此硬件电路的基础上,结合单片机的控制系统可检测输出电压低于某一设定值时,单片机便认为负载电弧是处于短路状态,这时单片机便对IGBT的最小脉冲宽度进行限制,以保证吸收电容有足够的放电时间,从而降低IGBT的关断反向电压。同时为保证输出电流恒定,单片机在判断输出为短路时将逆变器的等脉冲宽度调节(PWM)变为频率调节控制(PFM),即脉冲分频控制,输出电压越低,输出脉冲的频率越低。其单片机程序过程如图5所示:
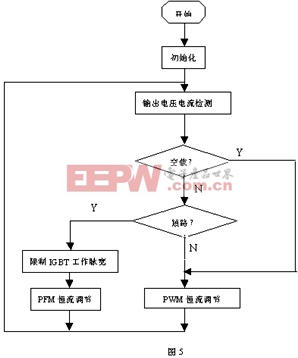
这与传统的简单限流或直接关闭IGBT的控制方式有本质的区别,它是利用单片机的智能性改变其工作方式来保护IGBT的安全,从而可靠的保证IGBT的安全。
3.3 过流保护



评论