传感器在现代浆纱机在线检测和信息化中的应用
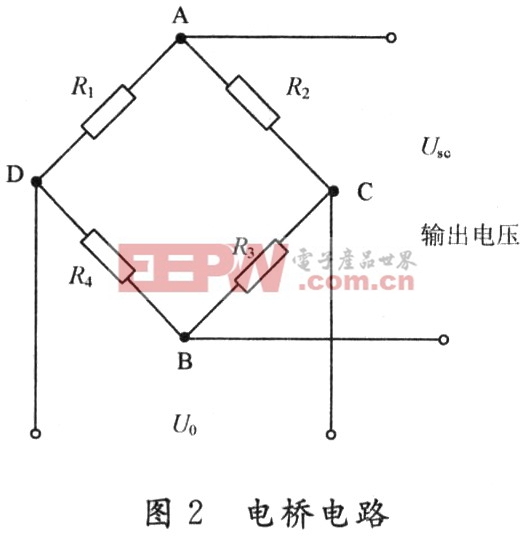
惠斯登电桥的优点是抑制温度变化的影响、抑制干扰、补偿方便等。电桥如图2所示,U0为供桥电源电压,R1,R2,R3,R4为桥臂,Usc为电桥输出电压。Usc=0时电桥平衡,则平衡条件为:R1/R2=R4/R3或R1R3=R2R4这说明要使电桥平衡,其相邻两臂电阻的比值应相等或相对两臂电阻的乘积相等。将应变片作为臂电阻接在电桥电路,当弹性体力变形时,应变片电阻值发生相应变化,使电桥失去平衡,Usc≠0,电桥输出电压绝对值与传感器受力成正比。本文引用地址:http://www.eepw.com.cn/article/163777.htm
2.5 接近开关传感器及光电编码器用于浆纱机伸长率检测和速度检测
伸长率是上浆的重要工艺参数,过高的伸长率将使得浆纱的弹性过多,纱线在织造中抵抗反复负荷的能力下降,造成织造时断头率增加。
伸长率的检测可以采用接近开关式传感器或光电编码器。
2.5.1 接近开关传感器用于浆纱伸长率检测
在各类开关中,有一种对接近它物件有“感知”能力的元件即:位移传感器。利用位移传感器对接近物体的敏感特性达到控制开关通或断的目的,这就是接近开关。如果被检测物体是按一定的时间间隔(如磁性齿轮)逐个移向接近开关,又逐个地离开,这样不断地重复(不同的接近开关,对检测对象的响应能力是不同的。这种响应特性被称为“响应频率”),就会产生连续的脉冲信号。祖克SUCKER-S432浆纱机采用的是这种传感器检测伸长率。
其检测方法是:在机后的引纱辊的加压辊后和车头的拖引辊的加压辊头端均装有磁性齿轮,磁性齿轮在接近开关处回转时产生脉冲信号,根据机前机后的脉冲数之差,再转换成线速度的差异,并计算如下:

式中:S为伸长率;VB为机前线速度;VA为机后线速度。
2.5.2 光电编码器用于浆纱伸长率检测
光电编码器是一种角度(角速度)检测装置,它将输入给轴的角度量,利用光电转换原理转换成相应的电脉冲或数字量,典型的光电编码器由码盘(Disk,见图3)、检测光栅(Mask)、光电转换电路(包括光源、光敏器件、信号转换电路)、机械部件等组成。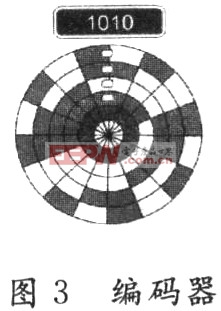
账 光电编码器的分辨率是用编码器轴转动一周所产生输出信号基本周期数来表示的,即脉冲数/转(PPR)。码盘上的透光缝隙的数目就等于编码器的分辨率,码盘上刻的缝隙越多,编码器的分辨率就越高。伸长率的测量通常选用分辨率为2 500 PPR的编码器。光电编码器具有体积小,精度高,工作可靠,接口数字化等优点。为在浆纱机上测试分区伸长率,须完成多点测试纱速、测量车速及计算伸长率的任务。纱速测定采用光电码盘作传感器,将其安装在经轴、引纱辊及牵引辊等处。这种传感器配上自身的遮光轮可以准确地测定前后被测轴(即后引纱辊和前拖引辊)的转速。根据各自直径计算出线速度或长度之差,方法同上。
2.5.3 运行速度测定
运行速度是浆纱机的重要工技术参数,它直接影响和决定浆纱回潮率、压浆辊(尤其是线性加压的第二压浆辊)的压浆力、浆纱质量、效率和能耗(蒸汽和用电量)等,因而速度的检测、反馈、控制尤为重要。
现代浆纱机采用接近开关式角度传感器由于计长,在浆纱机车头加压测长辊上安装着磁性齿轮,与其相对安装着脉冲传感器,磁性齿轮每转一齿,产生一个脉冲信号,测根据测长辊的周长和脉冲信号数,计算出单位时间内的长度,即线速度。
2.6 霍尔测速发电机用作校正元件自动调节转速系统










评论