基于CAN总线的塑窗焊接清理生产线控制系统
塑窗生产线的要求为数控三轴焊接机,冷却中心,数控四轴清角清缝机联成一体,加工数据及工作情况信息共享,根据工厂的要求,焊接机和清理机即可同时工作,实现流水线生产,又可设定单独工作。为此,焊接机和清理机各设一台人机界面,实时监测设备运行情况。实际生产计划根据生产调度人员的安排,利用专用数据处理软件包,生成指令软盘来管理设备运行,运行人员每班仅需将软盘插入计算机软驱内,便可按照软盘的加工参数,实现自动加工。
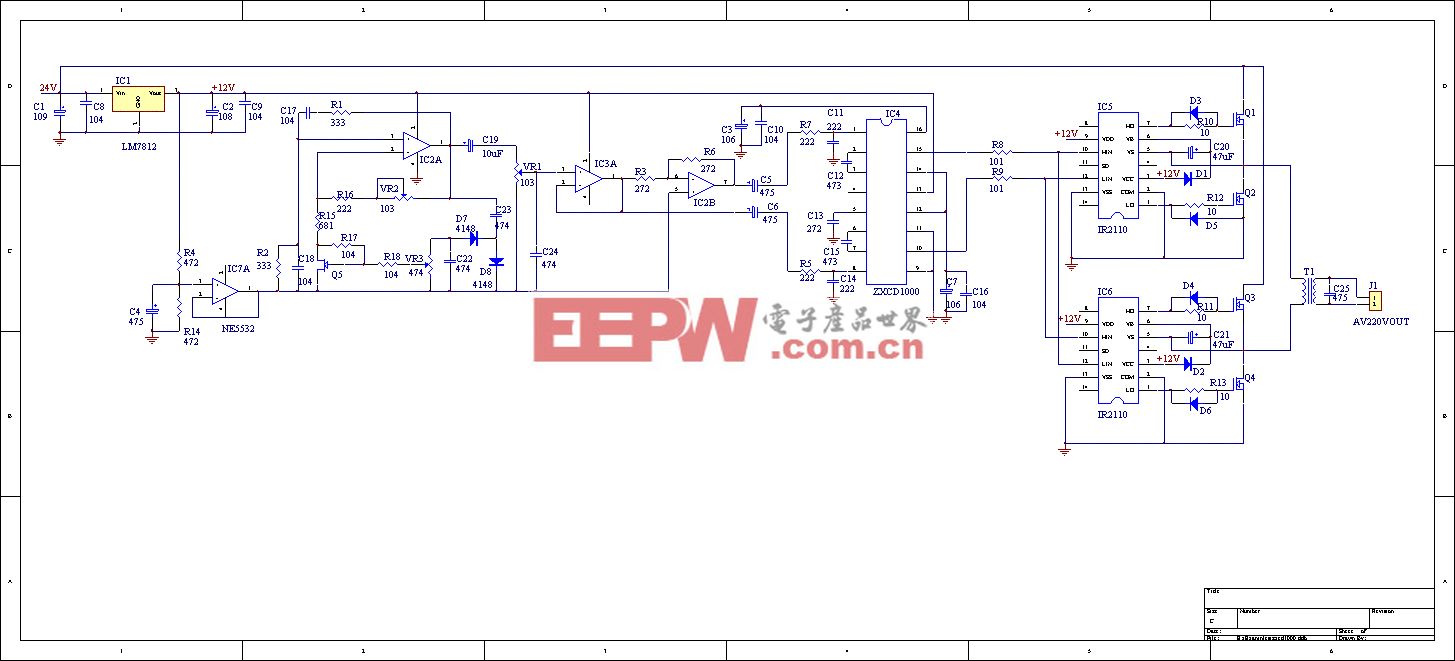
如图1所示,生产线控制系统采用贝加莱公司的整套自控系统设备来实现CAN现场总线数据处理,焊接机采用工业控制用计算机PROVIT2000作为监测设备,在清理机设置一台人机面板PANELWARE,焊接机控制器为PCC1,清理机控制器为PCC2。在CAN网络上,主站为工控机,可编程控制器PCC和人机面板PANELWARE,通过CAN网络实现主站之间的数据通信。从站为传动装置,伺服驱动器(用于伺服电机定位)和变频驱动器(用于交流电机调速),从站取不同的站号,依次设为1,2,3(3轴伺服驱动用于焊接),4(变频实现机械手运动),5,6,7,8(4轴伺服驱动用于清理)。
3.2 控制原理
3.2.1 焊接机控制原理
焊接机控制原理为:工控机读取软盘信息,通过CAN总线传递到可编程计算机控制器PCC1中,操作人员按照预先切割好的PVC型材,放置到加工位置,PCC1根据加工参数,使用贝加莱的专用NCACTION函数,通过CAN网络传输数据,控制指定的从站伺服驱动器,直线定位运动,配合其它IO端口输出,从而达到加热焊接的要求,同时通过NET2CAN函数,读取清理机PCC2的状态信息,如果正常,便通过传送带将焊接好的窗框传送到冷却中心;如果异常,便暂停传送,以免堆料窗框在冷却中心冷却,然后由机械手传输到清理机实现清角焊缝。
3.2.2 清理机控制原理
清理机控制原理为:PCC2根据与PCC1之间进行的NET2CAN数据交换,得到焊接的型材序号,通过CAN网络在人机面板上实现实时工况显示,通过贝加莱FRAMEDRIVER帧通信软件包,仿真伦次变频电机的CAN通信协议,控制电机实现机械手的往复运动,将冷却中心焊接冷却后的窗框用机械手拉到加工指定区间,随后推料器将窗框推到三角加工区内;PCC2根据加工参数,使用NCACTION函数,通过CAN网络,控制指定的四台从站伺服驱动器联动,根据直线或园弧插补要求,实现CNC曲线的定位,结合其它工件动作,达到清内角,外角,缝隙的目的,同时将当前状态通过NET2000CAN―Write函数写到焊接机控制器PCC1里,保证加工状态的信息共享。
4、系统特点
(1)生产线主站为工控机,人机面板,两个PCC可编程控制器,从站为七个ACOPOS伺服驱动器和一个伦次变频驱动器。有极高的系统集成度。
(2)主站之间采用贝加莱公司通用CAN网络PVI传输协议,在软件中设定不同通信站点,方便系统之间的相互连接,组网简单明了。
(3)系列产品作为从站时,仅需设定拨码开关为从站地址,与主站采用专用的CAN通信函数,具有可靠、高速、简单的优点。
(4)与其它产品进行CAN网络通信时,可按照对方提供的CAN网络通信协议,采用贝加莱特有的自由通信软件包(FRAMEDRIVER),依据通信对象、数据格式、传输速率,编制对方协议,实现相互连接,数据双向交换的目的。
(5)控制器PCC与伺服,变频驱动器采用CAN总线连接,节省了以往需要的大量信号线。同时,控制器可以节省许多的编码器信号采集模块及输出控制模块。
(6)由于采用全数字CAN网络技术,数据传输安全准确,避免了模拟信号给定精度低,容易受到外界环境干扰的缺点。
5、结束语
生产线已经在济南天辰机械有限公司研制成功,经过了厂内严格的测试,运行效果良好,并参加了2000-09在北京举办的国际建筑材料设备展览会,得到了与会专家代表的肯定。













评论