基于CAN总线的分布式多电机同步控制系统

多台异步电机协调控制在工业生产中占有重要地位。目前实现方法主要有无速度传感型和有速度传感型两类变频控制方式。无速度传感型实现价格低,但精度较差。带速度反馈型精度高,但设置复杂且价格高。基于Lenze9326矢量型伺服变频器(带速度反馈)组控制系统采用CAN总线网络结构,现场控制单元集中现场总线、调节器的功能优势,控制功能强大且具有极高的可靠性,实现了生产线各段运行线速度误差小,在加、减速过程中,能动态同步的控制目标。本方案对于化工生产线控制系统的设计及研究都具有较高的参考价值。
本文引用地址:https://www.eepw.com.cn/article/163593.htm系统调速方案
本方案应用于工艺要求高,传送带的运行速度误差小,生产线工艺连续性强,自动化程度高,对运行可:靠性,速度协调性与稳定性等都有比较高要求的场所。在加、减速过程中,要求动态同步性能好。在恒定速:度运行时,传送带传送连续片状物体近似零张力。特别适合纺织,化工原料的连续生产。控制目标是尽量减:小因速度不匹配引起的张力,防止因张力急剧变化而拉断连续生产的片状材料。
方案如图1所示,采用PC机作基本速度给定,通过实时数据采集与处理,在线监视各工位的运行状态,并通过现场总线将给定线速度值由监控站传输到系统控制器(PLC)和主变频器11,主变频器11辅助速度由接在主令电机的旋转变压器给出。变频器12的主速度给定由变频器11通过CAN总线发送,辅助速度由激光位移传感器给定。变频器13的主速度给定由变频器12通过CAN总线发送,辅助速度由激光位移传感器给定。变频器14的主速度给定由变频器13通过CAN总线发送,辅助速度由激光位移传感器给定。通过速度依次传递,实现各段传送带速度平稳跟随。从而实现生产线运行速度的实时调整和状态监控。传送带运行速度从35~120m/s,并在此范围内实现无级调速。
控制系统硬件设计
该系统以Lenze公司的93系列变频器9326和基于SJA1000的PCI卡为核心。主要包括监控站PC监控机、四台9326变频器、四台Lenze公司生产的45kW变频专用电机、CAN总线接口卡、激光位移传感器、旋转变压器。本文设计的基于CAN总线的分布式多电机同步控制系统的模型如图1所示。
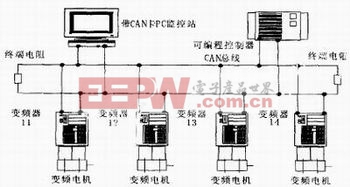
图1 系统硬件连接图
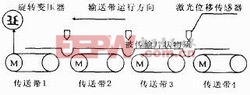
图2 传送带连接示意图
从硬件图2可知,位于两条传送带之间的被输送片状物质无设备承托,因重力的作用将出现弧状弯曲。当传送带1速度比传送带2速度快时,张力使传送带1和传送带2之间的被传送片状物质的弯曲部分曲率变小,激光位移传感器测到的位移将变小,激光位移传感器将信号送变频器,修正传送带2的驱动电机转速,使传送带2的驱动电机转速增高,实现传送带1速度和传送带2速度匹配,使传送带1和传送带2之间的被传送片状物质的弯曲部分所受张力减小。当传送带1速度比传送带2速度慢时,激光位移传感器的反馈信号将使驱动传送带2的电机转速减小,使传送带1速度和传送带2速度匹配,减小弯曲部分所受张力。传送带3和传送带4速度修正同传送带2。
Lenze变频器的特点及功能选择
技术指标和硬件特点
根据文献[1]Lenze变频器根据控制方式的不同,分为两大系列:82系列和93系列。82系列为普通v/f频率控制型。93系列为矢量控制型。本设计采用93系列编号为9326的变频器。该变频器具有功率因数高,输出纹波小,性能可靠,系统稳定性好的特点。变频器面板上配有较丰富的数字、模拟量I/O接口、旋转变压器接口、数字频率输入、数字频率输出、CAN总线接口。控制器还留有扩充插槽供附加通讯板使用。可通过附加插板实现PROFIBUS-DP、RS-485或光纤接口。
通讯网络的选择
Lenze9326变频器具有较强的通讯能力。它拥有多种途径与外部通讯。对于高水平的自动化系统,通过配装附加板可实现通过PROFIBUS-DP网络通信。CAN遵循ISO的标准模型,它使用数据链路层和物理层。不同厂商的产品只要遵循ISO标准就可以实现协同工作。因此Lenze9326变频器可同具有CAN接口的任意设备相联接。采用CAN总线,Lenze9326变频器带有固定的CAN接口,只需购买一个用于PC机中CAN通信卡即可。如使用PROFIBUS现场总线,即需购买一个用于PC机中PROFIBUS通信卡,还需购买Lenze变频器专用的PROFIBUS总线模块,专用的模块价格昂贵。PROFIBUS总线的传输速率是CAN总线的十倍,但CAN总线的通讯容量可以满足系统实时信息传送的要求。因此用于联网的现场总线选择CAN总线。
9326变频器控制模式的选择
Lenze变频器的矢量控制方式可以精确地测定和控制电机电流的力矩分量和励磁分量,其控制性能可与直流传动相媲美,具有调节参数自动化,自动故障显示与报警的功能。具有灵活设定和更改过程数据通道等功能。通过设定代码可选择速度控制、转矩控制或相位控制模式。本系统用于生产线的线速度控制,因此选择速度控制方式。
PC机中CAN通信卡
在本项目中使用的是研华PCM3680,根据文献[3]这是一块嵌入式的双口CAN总线通信卡,CAN控制器采用Philips的独立CAN控制器SJA1000芯片,CAN收发器采用Philips的P82C250,提供高达1Mb/s的传输速度。
集成一体化激光位移传感器
使用德国米铱OptoNCDT1400集成一体化激光位移传感器。它利用光三角反射原理非接触测量位移。由传感器输出的光束经聚焦,成为一极细小的光点投射到测量体表面。并通过成像折射到极灵敏的光学线性检波器CCD。信号处理采用集成数字处理器。测量范围为0~20cm。输出电流根据测量结果为4~20mA。
矢量控制相关文章:矢量控制原理










评论