加热炉温度控制系统模糊智能实现

1.简介
目前莱钢1500中宽带加热炉存在的主要问题是加热温度不均,加热能力不足。现在两座加热炉实际加热能力300~450t/h,低于设计能力480~520t/h(冷坯~热坯)。板坯炉间温差25-35℃,同板温差20-45℃。而国内同类生产线加热质量指标是,板坯炉间温差≤15℃,同板温差≤15℃。通过深入调研发现引进的斯坦因加热炉控制系统设计思想与莱钢现有的工况条件不能完全吻合,加之现场轧钢节奏的频繁改变,不能满足现有工况条件的变化,并且在实际生产过程中缺少必要的统计分析数据和现场检测手段。产量计划、加热钢种、尺寸、坯料入炉温度、待(停)轧时间、开轧温度变化时,均需一段时间使得加热炉温度缓慢提升,以避免对整个煤气系统的强烈冲击,但由于现场节奏的提升,操作人员不能等到温度的缓慢上升,更不能及时准确的调整加热策略,同时受人为因素(经验、责任心、白、夜班)的影响,以及四班、个人操作不统一,空烧时间长,最终会造成炉温、钢温波动,加热质量差,单位燃耗高,钢坯氧化烧损多,产品质量稳定性差。所以斯坦因程序不能适应宽带加热炉的实际生产情况。因此,在加热炉控制系统中引入模糊控制理论,简化原程序,使之适应宽带实际生产需求。
2.加热炉采用的控制实现
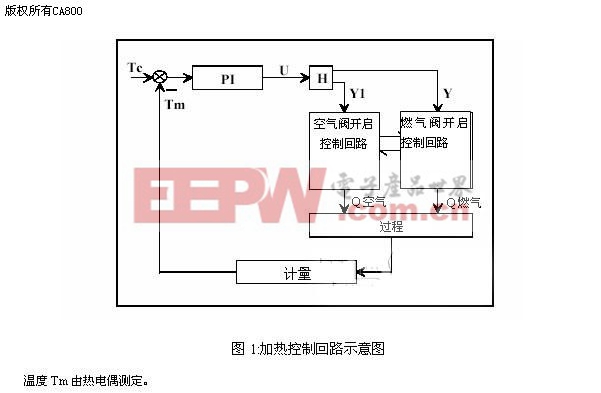
炉体由下述各加热区构成;预热区;加热区;保温段。各区由燃烧燃气与空气加热。可燃气流按数个控制回路中的设定值进行调节。图1为加热控制示意图:
3.传统PID控制
传统调控装置的输出信号形式如下:

其中:
Kp-比例增益
Ti-积分时间
Kp与Ti为内PI参数,由操作员调节一次。输出信号u(t)按下式转换成加热需求:

其中:a,b=常数。
此值不会超过所定限值。«y»值用于确定燃气阀开启控制回路的设定值。«y1»值(空气流量控制回路)系用«y»值计算得到的,其用途是为保持规定时间间隔内的空气/燃气比率。此两种回路是用交叉控制方式装配的,其目的是为检查此一比率。直接控制工艺流程的信号是从这两个控制回路发出的,其名称为:Q燃气(燃气流率)与Q空气(空气流率)。
本系统在状态稳定时运行良好。但是,下述因素都可干扰工艺过程:
(1)生产延时(有计划或无计划),因不但在生产起始时会触发瞬态而且在延时起始时亦将触发瞬态燃气流的急剧开关。
(2)生产变更-这意味着不同类型的产品依次进入炉子,也就是形成不同的加热需求。
(3)炉内产品重量变更调步。







评论