数控机床切削加工过程的模型参考自适应控制研究

根据模型参考自适应控制(MRAC)思想,建立了数控机床切削加工过程MRAC模型,然后对模型进行动力学过程仿真。同时,分别对加工过程的反馈闭环控制和开环控制进行仿真,并将这3种仿真结果进行比较,从仿真结果可以看出,MRAC的机床切削加工性能指标最好。
本文引用地址:https://www.eepw.com.cn/article/163446.htm1数控机床MRAC的工作原理
数控机床的MRAC是以机床、刀具、工件系统所完成的切削过程作为调节对象。该控制系统的原理结构如图1所示。它除了一般数控机床的位置和速度控制回路以外,还增加了MRAC反馈回路。当系统受到各种随机因素的干扰后,切削过程的状态参数立刻发生变化,通过传感器随时检测这些参数的数值并经转换,在MRAC控制单元中与给定的评价指标或约束条件(即期望的性能指标)进行判别和比较,得到性能指标偏差,然后给主机CNC输出校正信号,对系统的输人参数进行修正,从而使切削过程向预定的指标和条件转变,以达到最佳状态。
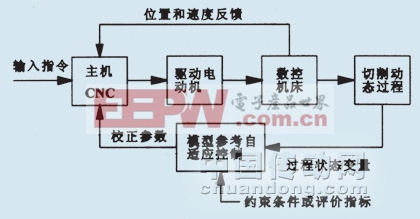
图1数控机床MRAC系统结构
2机床切削加工MRAC模型的建立
机床切削加工过程MRAC模型如图2所示,由伺服机构、切削过程、参考模型调节机构、前馈装置和反馈装置等环节组成。
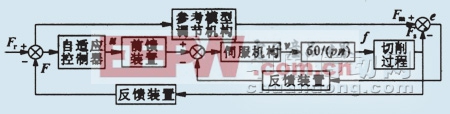
图2切削加工过程MRAC模型框图
伺服环节可用一个二节系统表示:
 (1)
(1)
式中:s为拉氏变换的算子;u为伺服输入(V);Kn为伺服增益(mm/(V・s));ωn为伺服系统的自然频率(rad/s);v为进给速度(mm/s);ξ为阻尼系数;f为进给量(mm/r),可表示为:
 (2)
(2)
式中:n为主轴转速(r/min);户为铣削时刀具的齿数,车削时p=1。
考虑到参考模型调节机构是作为理想的性能指标,因此,该环节依然和伺服机构的环节一样,即
切削加工过程的静态切削力Fs可表示为:
 (3)
(3)
式中:Ks为切削比力(N/mm2),m为指数(一般m1),Ks、m都取决于工件材料和刀具形状;a为背吃刀量(mm)。
根据不同加工过程特性,Fs动态过程也可由式(3)表示。假设m=1,其动态过程可用一个一阶系统来表示:
 (4)
(4)
式中:τ为时间常数。






评论