一种PLC控制的自动换向型电镀电源

摘要:介绍一种由PLC可编程控制器控制的自动换向型电镀电源的控制原理与控制功能。
本文引用地址:https://www.eepw.com.cn/article/162462.htmA Type of Automatic- reversing Power Supply for Electroplating
Controlled by PLC
Abstract:This paper introduces the control principle and control function of a type of automatic- reversing power supply for electroplating controlled by Programmable Logic Controller.
Keywords:Programmable logic controller Automatic- reversing Power supply
1引言
在电镀、刷镀或电解等行业要求工件表面光泽好、致密、附着力强的场合,其供电电源在正向工作一段时间后,必须通过一定时间的反向电流进行表面活化。即要求电源具有自动换向的功能。另外,随着电镀、电解工业的发展,用户不仅要求电源设备具有稳压、稳流及稳电流密度的功能,还要求电源设备操作简便,运行可靠,自动化程度高。
由可编程控制器(PLC)控制的自动换向型电镀电源正是为满足用户上述要求而设计生产的。与传统的换向型电镀电源相比,该电源技术先进、可靠性高,控制功能齐全,工艺参数调整十分方便。本文对该电源的控制原理与控制功能作以介绍。
2主电路的联结
电镀工艺要求电源输出的直流电压在6~48V,直流电流根据所镀工件的多少,可从几十安到几千安、几万安。对这种低电压、大电流,且要求自动换向的电源,其主电路采用两组反并联的晶闸管整流器,公用一台双反星带平衡电抗器的整流变压器。主电路的原理如图1所示。
双反星带平衡电抗器这一主电路联结型式减少了晶闸管正向压降的损耗,有利于提高电源的效率。而且两组反并联的整流器公用一台整流变压器不仅减小了设备的体积,也降低了设备的造价,这都是用户所期望的。
3控制电路的原理控制电路原理方框图如图2所示。
由图2知该电源控制系统主要由触发调节单元、信号变换及故障保护单元、以PLC为核心的脉冲逻辑切换单元及继电控制等部分组成。现分别介绍如下:
3.1触发调节单元
本触发器为数字触发器。触发电路用计数脉冲的方法实现整流脉冲的移相控制。当计数脉冲数到达512时即产生触发脉冲。触发器内部的压控振荡器,
实现数模转换,其频率与模拟控制信号电压幅值成正比,即f∝u,这样只要改变控制电压的大小,就可以改变移相控制角α的大小。
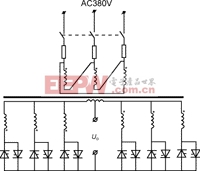
图1换向型电镀电源主电路原理图

图2控制电路原理方框图
整流触发脉1。冲为相距60°的双窄脉冲,脉冲移相范围为0~150°(电角度)。移相电压为15V时α=0°,移相电压为0V时α=150°。触发器内部的高频振荡器对触发脉冲进行高频调制,从而降低了脉冲功放管的功耗,减小的脉冲变压器的体积。与锯齿波移相的集成触发电路相比,数字触发器输出脉冲的对称性好,抗干扰能力更强。
本调节器为比例积分(PI)调节器,由图2知,数字或模拟给定电压信号经软起动环节与信号变换板输出的反馈信号在调节器的输入端综合,当电源直流输出的电流(或电压、电流密度)因电网波动或负载波动而变化时,调节器输出的Uk变化,触发脉冲相移,使输出值稳定在设定值允许变化的范围内。
3.2信号变换及故障保护单元
由图2知:信号检测包括取样与信号变换两部分。电流反馈信号从分流器或电流互感器取得,电压反馈信号从整流器输出端取得,电流密度的检测是通过在电镀液中所置标准基板,测得单位面积(平方分米)电流强度的大小。每一种反馈信号都必须经过信号变换板进行隔离、放大。
故障保护电路由光耦及集成电路器件组成。当发生快熔熔断、水压降低、过电流等任一故障时,故障保护电路封锁调节器和触发脉冲,使整个系统停止工作。此时触发调节板上的故障保护继电器动作,通过该继电器的触点与继电保护电路联锁。
3.3脉冲逻辑切换单元及继电控制
自动换向型电镀电源的脉冲逻辑切换及继电控制采用一台SIEMENS公司的小型LOGO!PLC。标准型的LOGO!为6路输入,4路输出,其本身带有操作编程按键及一个LCD显示单元,不需专门的编程器。该PLC内部还有各种功能的辅助继电器、计数器、定时器等资源可以使用。LCD显示单元可实时显示各输入、输出点的状态及各定时器的运行时间。该PLC操作、使用、编程非常方便,是一种理想的小型自动化控制单元。
脉冲逻辑切换单元以可编程控制器PLC为核心,可由PLC上的按键设定电源的正向电镀时间、反向电镀时间及正反向换向时间。正反向电镀时间及换向时间可根据工艺要求设定。各段时间的设定范围为0~99小时,在运行过程中,LCD显示单元实时显示各工作段的运行时间。为保证设备安全可靠的运行,PLC根据极性判断的指令,对正向和反向两组整流器进行互锁,即当一组整流器工作时,另一组整流器可靠封锁。
电源设备的起、停信号及故障综合信号等输入PLC,通过内部的程序进行继电联锁,减少了设备的外围元器件及外部接线,从而提高了整个系统的可靠性与自动化的程度。









评论