基于DSP的称重控制器设计
为了便于远程监控, 称重控制器设计有串行通信接口[8]。设计利用主控芯片F2812上自带的两个全双工SCI(Serial Communication Interface,串行通信接口)完成。
RS232 标准定义逻辑“1”信号相对于地为3V 至25V,而逻辑“0”相对于地为- 3V 至- 25V。所以需要一个RS232 驱动器来转换电平,本设计采用MAX3250 芯片。
MAX3250 是一款支持3.0v 到5.5v 输入电压的串口通讯芯片, 具有两路串口通信能力。该芯片使用简单, 电路连接图便不再给出。
4 软件设计
软件设计主要在CCS 软件下由C语言设计完成。主程序流程图由图5 表示。程序主要包括:初始化,标定程序, 显示程序, 串口通讯程序, 参数设置程序, 计算质量程序, 自动控制程序等模块。
软件滤波相对于硬件滤波更为方便,灵活。传统的单片机由于性能的局限所采用的滤波算法一般为限副滤波,中值滤波,算术平均滤波,滑动平均滤波法等。
上述方法编程容易、对处理器要求不高,缺点是算法相对简单,滤波效果不理想。本设计采用数字滤波器对数据滤波,数字滤波器是由MATLAB 中的滤波器设计工具箱设计的无限冲激响应滤波器。软件滤波程序作为自动控制程序的一个子程序在称重控制开始后被调用。
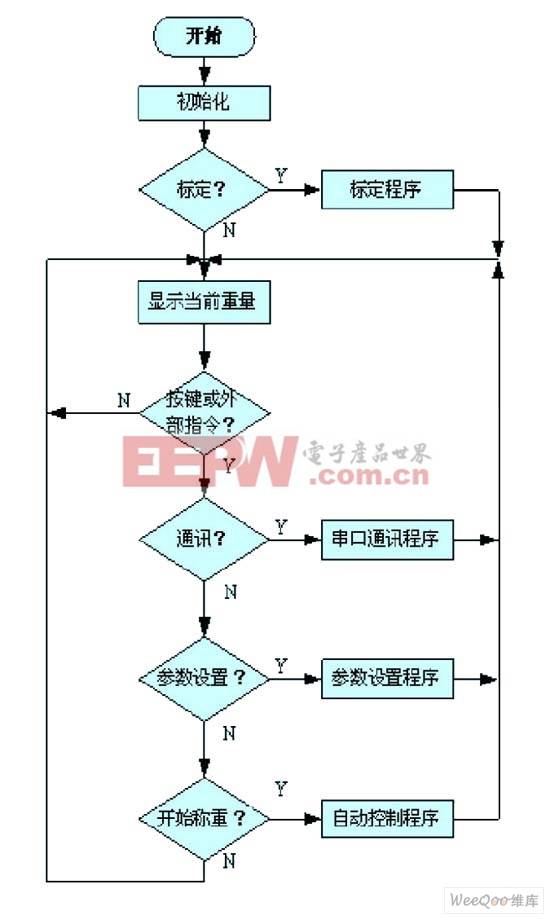
图5 主程序流程图。
在自动控制算法上, 不采用前述的偏差值E 比较法,而是加入模糊控制思想。除了把偏差值E 作为参考量外,还把偏差变化率Δ E 也引入到控制中来。在邻近速度切换的阈值时, 同时考虑偏差变化率的大小, 结合实际效果恰当编制控制规则表,使出料速度在到达阈值之前就做出变化, 削弱“飞料”对控制精度的影响,优化控制器的性能。
5 结束语
本设计针对玻璃企业原有配料系统特点, 给出了一种称重控制器的设计方法。经过现场运行得知,完全可以适应玻璃配料的工作要求, 控制器运行速度快, 称重精度优于原有系统, 完全达到了控制器的设计要求, 具有一定实用价值。








评论