基于动物饲料称量PLC控制技术应用

摘要:动物饲料称量是动物饲料各种含量检测前处理阶段一个重要环节,传统机械杠杆称重方法有较大的机械误差,影响称量速度和精度。介绍用PLC控制技术作为动态称量测控设备的支撑核心,这个控制方案在硬件和软件设计中采取相应措施和动态控制方法。满足了在线快速动态重量计量的要求、大大提高了测量数据精度,同时也提高了工作效率。
关键词:饲料检测;称量;动态误差;PLC控制
0 引言
目前动物产品质量安全检测中心在进行动物饲料各种含量检测的前处理阶段大部分还是采用手工操作的方式。采用手工操作有两大不足:一是工作效率低。据某动物产品质量安全检测中心负责人反映,由于检测前处理采用手工操作,一天约能检测试品8份(理想状态),即一个星期约能检测30份饲料样品。这种检测速度难以适应客户的要求;二是检测精度不高,误差大。由于是手工操作,在称量饲料时,采用传统机械杠杆称重方法称量,而此种方法称量采用目测方式。不同的人目测得到的结果会有所不同,势必会造成人为误差。
在饲料各种含量检测工作的前处理阶段,由于对称重计量要求比较高。而PLC控制技术能很好的兼顾了动态称重计量的精度和速度。如果把PLC控制技术引入到饲料各种含量的前处理阶段,即饲料的称量中,这样既满足了在线快速动态重量计量的要求,测量数据精度可以大大提高,同时可以提高工作效率。
本课题成员对一家动物饲料安全检测中心进行自动化改造。在改造过程中采用PLC控制技术作为动态称量测控设备的支撑核心。在硬件和软件设计中采用了一些措施和动态控制方法,较好的解决了称量速度与精度的矛盾,实现了饲料各种含量检测的前处理阶段进行动态称量计量的精度和速度要求。
1 自动控制系统框图设计
用称重传感器、应变式拉力传感器、相应阀门、放大器和PLC组成测控系统来完成饲料的称重、计量的工艺过程,如图1所示。该系统用PLC作为控制核心,配以称重传感器、应变式拉力传感器、放大器、机械装置和各种电动执行器,实现饲料的动态在线称重计量工作。
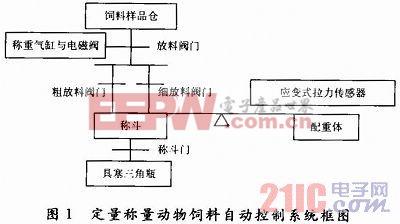
称斗上方是放置所需要称量的饲料样品仓,在该仓中的原料来自要求测试各种含量的饲料散状样品料。在样品仓下安装有一个螺旋进料装置,该装置由一台电动机驱动。当电机起动时,则样品仓中的粉状饲料就随着传输绞笼的旋转而进入称斗中称量。进行称斗之前要经过两个阀门。第一道阀门是放料阀门,放料阀门与称重气缸和电磁阀相连接直接控制。第二道阀门分粗放料阀门和细放料阀门。进行粗放料让力传感器感应到重量已达到所要求的90%~95%时,则关闭粗放料阀门,开放细放料阀门。称斗上装有两个S梁式应变式拉力传感器,称斗的重量信号直接由该传感器组转换成与之对应的电压信号,经放大器把该电压信号放大后送入PLC中的模拟量模块进行数据处理,当达到预定值时,PLC控制停止下料,然后由PLC控制打开称斗门,把饲料样品送入到具塞三角瓶。如此就可以完成了饲料称量的自动化过程。
2 PLC控制流程图设计
整个自动控制系统由PLC来控制。由于系统采用二级给料方式。粗给料流量大,用短时间加入额定重量的90%~95%,还剩余的则采用精放料形式来实现。这样即可保证速度,又可保证精度。PLC控制流程图如图2所示。
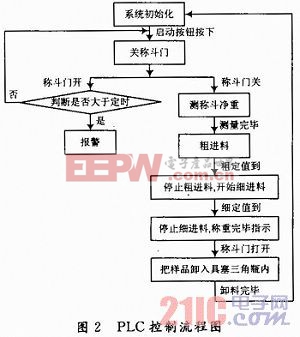
由PLC控制流程图可见,进行每次称量工作前,都测试称斗的净重,主要是为了消除由于饲料的粘附引起的称量误差。停机时要设置相应处理功能,保证停机排空称斗内饲料。一方面可保证下次开机时称斗内无粘附饲料,且避免了饲料较长时间停留在称斗内吸湿而凝结在称斗壁上。细加料信号完毕后,待其稳定,然后进行实测,得到误差,以使下一个循环进行补偿校正。
系统功能为:对饲料重量实现自动控制,所需要称量的饲料重量设定值通过PLC设置来实现;每次精放料工作完成后进行称斗的净重检测修正;对称量误差进行自动补偿;系统应该设置有相应的故障检测、报警信号。











评论