利用ARM MCU设计激光电源控制系统

4 调试结果
4.1 人机界面控制调试
图3显示的是系统搭建完成后液晶控制触摸屏上显示调节光斑直径的界面。在该界面上通过增、减调节,在上、下限范围内设置光斑直径的实际值。内部是通过控制步进电机调整透镜位置,调整激光焦距,从而使光斑直径发生改变。

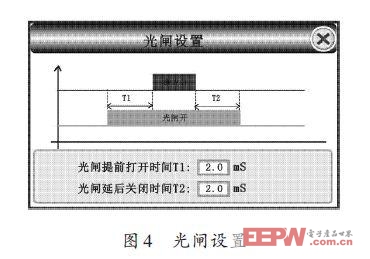
在图3触摸屏界面中,点击“光闸设置”可以进入光闸控制的设置界面,如图4所示,智能光闸控制,ms级时间内的延迟时间可根据需求定制,保证完全遮光,功能稳定,而且操作界面显示和设置都非常友好方便。
设置激光输出参数的界面如图5所示。

共有99组参数设置,可以对15段波形编程,两组参数切换,能满足使用者的各种需求。使用触摸屏控制,人机界面十分友好、操作功能强大,并且可实现用户的远程操作,因为触摸屏可远离激光设备使用。
4.2 脉冲控制调试
针对以上问题,设计的这款激光电源控制器,可以控制每个打出的激光脉冲的功率,并对单个激光脉冲,进行精确分段,每段设置,保证焊点光滑平整。图6是针对某种焊接工件给的激光波形预览。
实际使用中,可以根据焊接工件的要求,设计不同的波形和焊接频率,例如针对金属激光切割,可以设置单段很大电路的激光脉冲和高频率的波形。

4.3 激光焊接结果
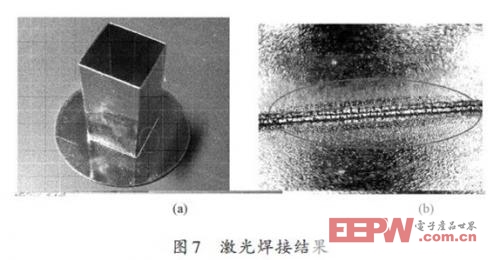
理想的激光电源是提高激光供能系统效率的关键,利用本设计实现的激光电源具有很好的焊接效果。图7是焊接成品图示,从细节图中可以看出焊后外观精美,结合度高,效果理想,很好地实现了设计目的。









评论