工业CT扫描技术降低预生产检测成本

当零件被放在旋转工作台上时,线形射线束系统就开始通过水平横截面切片操作运行,然后按照预定的几个垂直增量值,重复这一过程。一般认为这些系统的精度低于锥形射线束系统,它们主要应用于大型和密度较高的零件和组装件(39in3和16g/cc)。线形射线束系统的分辨率范围为150~1000μm,其精度值是可变的。线形射线束系统的定价范围通常为50万~500万美元。
线形射线束系统的扫描线时间在3~24h范围内变动,主要受到扫描所需的分辨率影响。由于受到设备重量和X射线允许范围的限制,工业CT扫描装置不是一种便携式技术装置。
CT扫描技术的优点
失效分析:属于非破坏性试验,用于确定厚壁塑料件、注塑成型件或粘结材料的尺寸和孔隙位置。这种类型的分析对于确定玻璃填充树脂中长纤维和短纤维的内部纤维趋向也是非常有用的。
壁厚分析:主要用于吹塑模和包装工业的非破坏性试验,可快速并精确地测量复杂零件壁厚裕量的微小变化。
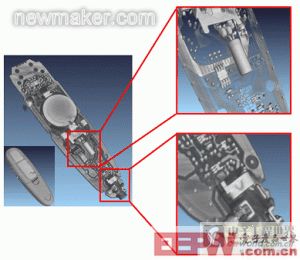

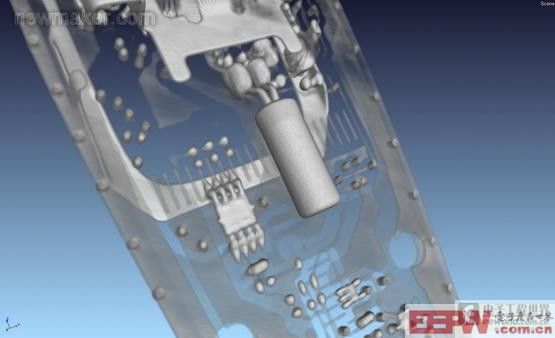
图3 组装/缺陷分析
组装分析:用来分析一个组装件配合或一起成型的内部元件。通过密度值和颜色编码元件,可以很容易地对组装件中以前隐藏的元件进行检测,以便找到配合不佳和功能不良的区域。
零件与零件之间的比较:用于对两个被扫描的零件一起进行比较,例如过程1和过程2,将老的生产零件与新功能零件或与两个不同制造厂生产的同样零件进行比较。这样,就能够很容易地识别零件变化中的偏差,以减少昂贵的加工处理时间,或用来验证一个加工工艺。
零件与CAD比较:用于一个被扫描零件与CAD数据之间的比较。这种方法已经显示出很多优点,允许其在当地或国际试验工厂对第一批扫描镜头进行分析,其分析速度远远超过传统的方法。通常在摄取第一批扫描镜头时,测量仪表尚未制造,零件的CMM坐标测量机也未按计划安排就绪,只有在摄取第一批镜头一个月以后才能开始工作。
工业CT扫描技术允许在摄取第一批镜头的数日内,对一个零件与CAD进行快速的比较。在摄取第一批镜头后,通过您的指尖对一个零件与CAD的比较,就可以大幅度地减少模具的改造、试加工和未来布局设置的成本费用。
GD&T分析:与一个零件和CAD的比较一起连接使用,可用于立即分析许多预定的GD&T数据点(包括几何尺寸及公差),以满足PPAP(生产零件批准过程)的要求。这种分析是非常有用的,其成本效益也很好,大幅度降低了第一批镜头与生产之间的多型腔零件检验成本。一旦当CT数据集的最初GD&T布局规划制订以后,所有的GD&T点就可以迅速转移和应用于随后的被扫描零件之中。
特别是对于塑料行业而言,已发现的上述各项分析,为主要汽车制造商、分级供应商和模具制造商带来了很大的优越性。



评论