PLC与变频器在化纤柔性生产线上的应用


图4 触摸屏主显示画面

图5 参数设定画面
“触摸屏主显示画面”是操作员经常需要查看的画面,主要用于显示计量泵1、2和各牵伸辊机的运行频率和电流以及它们当前的运行状态,同时还显示主令速度和收线的长度。它是只监测当前的运行情况,并不能进行设定。在画面上部设置了各个命令按钮,点击它们查询相应的状态或进行相应的操作。在上面点击“牵伸比”可以进入如图4画面,它是用户调试时的主要操作画面,调机时,用户先设定各牵伸辊机的线速度,然后点击“确认”计算出各级牵伸比和主牵伸比,确定好牵伸比后,只需调节主令速度,就可以根据牵伸比自动设定各辊机的运行速度,达到速度同升同降的目的。同时在操作箱上拨动“速度升/降”开关也可以起到同升同降的目的。“最大限速”主要是为了防止操作不当而作的一个保护措施。PLC作为触摸屏的下位机,承担了数据的传送和处理工作,它和变频器之间通过通讯进行数据读取和设定,其网络组成如图6所示。
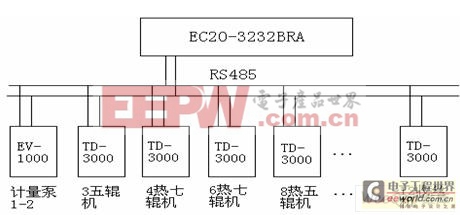
在构成此网络时,由于EV1000和TD3000变频器的通讯协议不一致,所以只能采取自由通讯协议进行通讯。EC20 PLC作为控制主站,在系统中具有绝对的控制权,它主动给变频器发送指令,主动接收变频器的反馈数据。在这里,我们将EC20自带的COM1口作为RS485通讯口和变频器通讯,COM0口用于和触摸屏通讯,设置为MODBUS协议,下面就将艾默生PLC和变频器之间的通讯作简单介绍。
设备之间的通讯不但要有相应的硬件接口,如USB,RS232接口,RS485接口,以太网口等,还需要有相应软件支持,也就是通讯协议,本系统使用RS485接口和自由口通讯协议。RS485通讯可以理论上可以连接128台设备,通讯距离可以达到1200米,而且抗干扰性强,是目前工控中普遍采用的通讯方式。
下面是通讯程序的设计:在写程序之前我们必须设定串口参数,比如波特率,数据位,启始位,停止位以及奇偶校验,这里设定波特率=9600 ,数据位=8 ,启始位不用设,停止位=1,奇偶校验=不校验。具体参数设置如图7所示。

图7 艾默生PLC通讯参数设置
设定了这些参数以后,我们就可以编写通讯程序了,此程序比较长,我这里就不作详细解说,仅列举TD3000变频器频率设定和电流读取子程序供大家参考,具体数据读写请参考艾默生EV1000和TD3000自由口通讯协议。
入口参数:addr , freq_set
出口参数:end , freq
//设定频率,读取电流,使用长帧读取功能参数FF.05
//初始化短帧,帧头为02
LD SM0
MOV 16#2 V3
MOV #addr V4
MOV 16#1F V5
MOV 16#5 V6
MOV 16#0 V7
MOV 16#0 V8
MOV 1*4 V9
MOV 16#7F V10
MOV #freq_set K4M1980
MOV K2M1988 V11
MOV K2M1980 V12
MOV 0 Z0
MOV 0 V13
//异或校验
LD SM0
FOR 9
LD SM0
WXOR V13 V4Z0 V13
LD SM0
INC Z0
NEXT
//发送和接收
LD SM0
MPS
ANI SM122
XMT 1 V3 11
RCV 1 D7000 11
MRD
AND SM123
MOV D7004 K2M1988
MOV D7005 K2M1980
MOV K4M1980 #freq
MPP
AND SM123
SET #end
//发送完后,将完成标志位END置ON






评论