基于数控技术的延伸外摆线锥齿轮铣齿机改造

4 数控系统程序参数计算
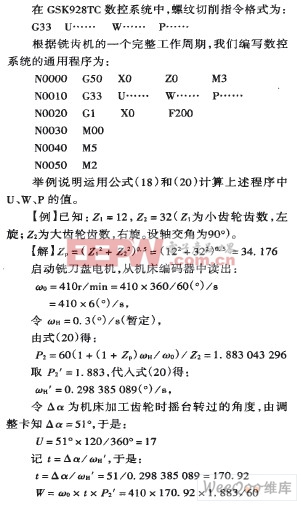
=21191.26
将U、W、P2^/的数值代入通用程序中即可。左旋齿轮按式(18)计算(略)。
U、W、P的计算已编写成软件包,使用十分方便。数控化改造后机床的机械部分的调整卡计算和调整与原铣齿机相同。
5 加工试验
数控化改造后的H1—003铣齿机,在加工直径110mm的齿轮(甚至加工直径达125mm的齿轮)时机床振动小,齿轮齿面粗糙度好、精度高、生产率高。
6 结论
1)经改造的机床中没有了高速转动的蜗轮蜗杆副,在加工齿数小于5齿、等于5齿或接近5齿的齿轮时,原机床的这一主要磨损现象消失,这对保持改造后的铣齿机的精度极为有利。
2)设计采用数控化改造,使之较原铣齿机内部结构大大简化,传动链大大缩短,增强了刚性,扩大了加工范围,提高了精度,调机方便,操作简单,提高了生产率。
3)创造性地采用车床数控系统并自编软件大大降低了改造成本,建立了自己的知识产权,并方便使用者使用。
4)如对数控系统和软件做进一步完善,还可使机床的床位移动方式实现自动化。
本文的设计思路、方法和相关技术对齿轮机床制造厂家和齿轮制造厂家的机床数控化改造具有较好的参考价值。

评论