单片机在数控车床切削力测量中的应用

由式(1)可知,当R1R3=R2R4时,电桥输出电压ΔU=0,即电桥处于平衡,这就是在进行切削力测量前必须进行的电桥平衡的调节工作。
在切削力的作用下,应变片的电阻发生变化,破坏了电桥的平衡。若R1、R2、R3、R4分别产生ΔR1 、ΔR2 、ΔR3 、ΔR4的电阻变化,则由式(1)电桥的输出电压为:
![]()
由式(2)可以看出电桥的一个重要性质,当电桥相邻两臂有符号相同的电阻变化时,电桥输出电压为两桥电阻变化相减的结果。因此,在测力仪接桥时,为使电桥有较大的输出,则应使电桥相邻两臂有符号相反的电阻变化,而相对两臂有符号相同的变化。这就是本测力仪布片于接桥的原则。
测力仪常用的电桥有等臂全桥(电桥由四个臂组成,R1=R2=R3=R4)及半桥(电桥由两个臂加上两个固定电阻组成,R1=R2=R),如图2所示。由式(2)两种电桥的输出电压为:
全桥:ΔU=U/4R(ΔR1-ΔR2+ΔR3-ΔR4) (3)
半桥:ΔU=U/4R(ΔR1-ΔR2) (4)
比较(3)和(4)可知,当 ΔR1= ΔR3=+ΔR; ΔR2=ΔR4=-ΔR时,全桥的输出为半桥的两倍,也即全桥的灵敏度为半桥的两倍。因此,为提高测力仪的灵敏度,即电桥有较大的输出,我们在设计测力仪时采用了等臂全桥的测量电路。
2.3 量程放大器
把传感器输出的信号一般为µv— mv级,放大到模数转换器所能接收的统一电平0—5V.
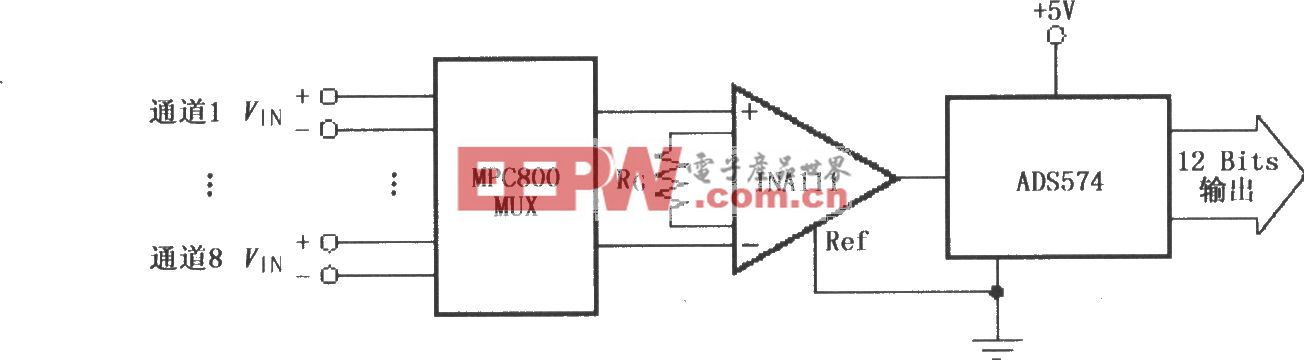
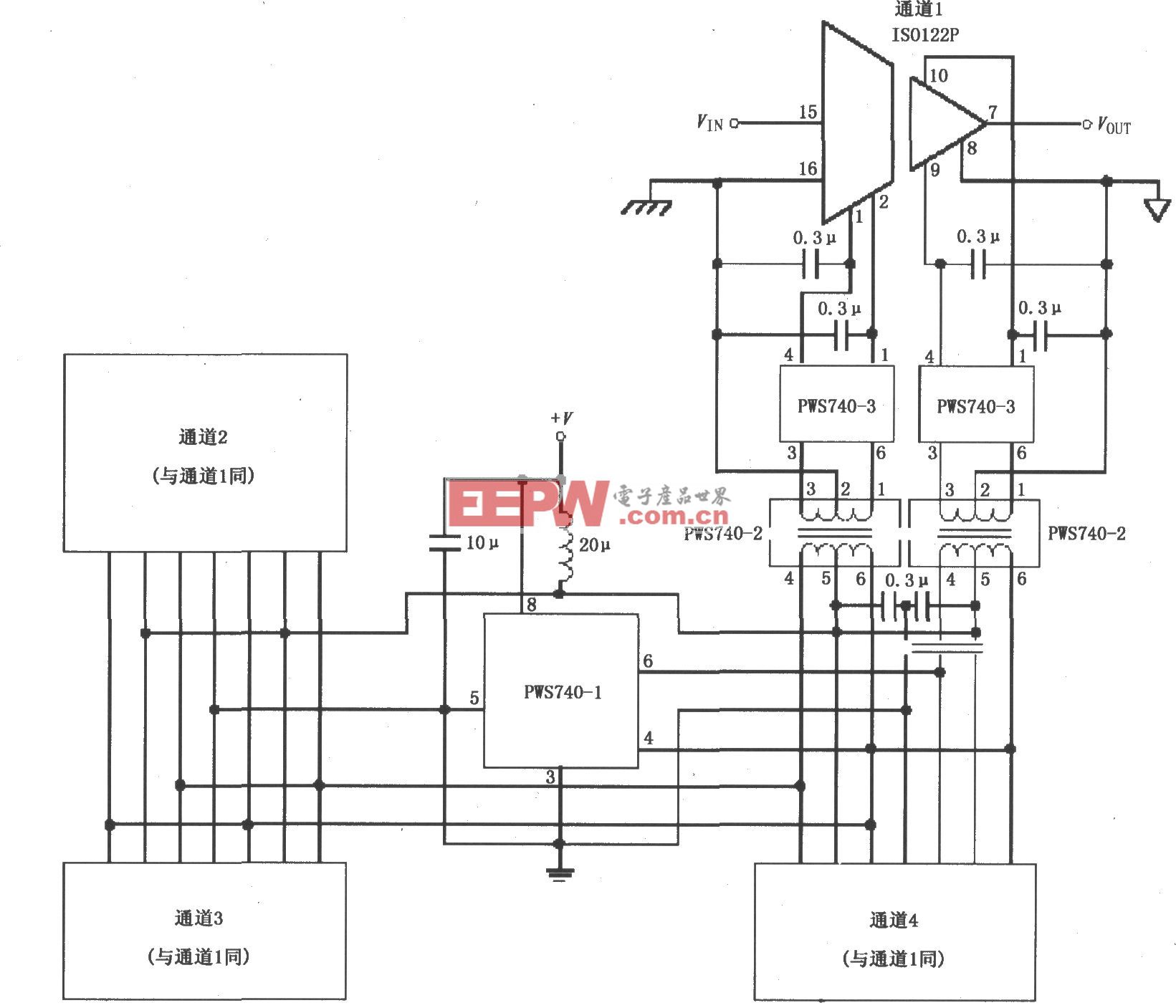
2.4 多路开关
把数控车床切削过程中由传感器变换后的各路的电信号与A/D相连,以便进行A/D转换,这样既可节省设备,又不至于使各个被测参数之间互相竞争。多路开关每次闭合的通道号由程序控制。
2.5 采样保持电路
由于现场所测的切削力是连续变化的,而单片机采样却是断续的,为了使参数未被采样时仍能维持原来的数值,所以需要增加一采样保持电路,我们采用了大规模集成电路芯片LF398。
2.6 A/D转换器
把测力传感器输出的模拟电压变成数字量,我们选用的是ADC0809八位A/D转换器,他的转换方法为逐次逼近法。在A/D转换器的内部含有一个高阻抗斩波稳定比较器,一个带有模拟开关数组的256R分压器,以及一个逐行逼近的寄存器。八路的模拟开关可由地址锁器和译码器控制,可以在八个通路中任意访问一个单边的模拟信号。
2.7 显示切削力
A/D转换器虽然将测力传感器输出的模拟电压值转换为数字量,但是它并不是实际数控车床切削力的值,要得到真正的切削力的值还需进行以下两步工作:静态标定和标度变换
静态标定:就是通过实验建立测力传感器输出电压与切削力之间的关系曲线和数学模型。
标度变换:就是将A/D转换器转换后的00H—FFH数字量再转换为实际的切削力的值。
以上两步工作进行完毕后才能在单片机LED上显示出数控车床实际的切削力的值。以便数控车床操作人员进行监视和管理生产等。
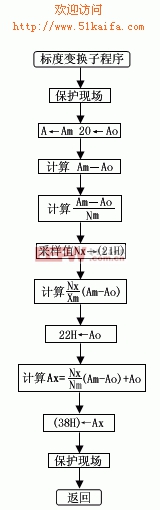
3、系统软件设计
系统的主程序框图见图3,系统软件包括:动态显示程序、A/D采样程序、标度变换程序和中断服务程序等。
中断服务程序主要是利用定时器中断产生的时标,对LED数码管进行动态刷新显示。
3.1 A/D采样程序
本程序分主程序和中断服务程序两部分。主程序用来对中断初始化,给ADC0809发启动脉冲、送模拟量路数的地址、动态显示、监控报警等。中断服务程序用来接收A/D转换后的数字量和判断一遍采样完成否。
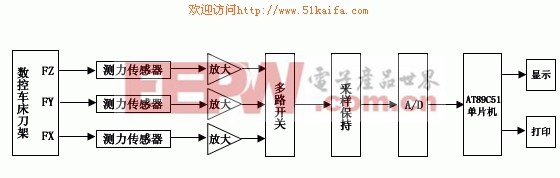
图3 系统主程序框图




评论