在线检测设备精度评定中相关分析方法

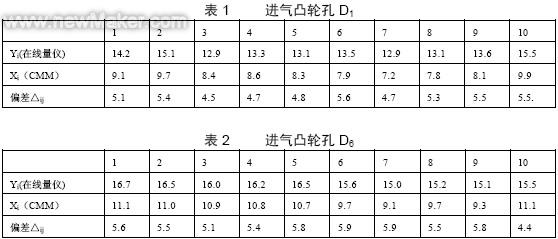
直观的印象已显示,任一被测量经两种设备检测,所获得的两组数据之间存在着相关性。为此需按照上一节提供的思路和建立的方法进行严格的计算,然后再采取有针对性的措施。
步骤1,评估被测量j 在两种仪器上的测得值{x1j,x2j,… ,x10j}与{y1j,y 2j,… ,y10j}之间线性相关的程度。为此,需利用这两组数据,按上节中的公式(4)求出相关系数r,再根据r 的绝对值大小作出判断。
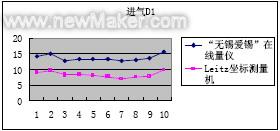
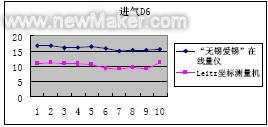
图1 图2
步骤2,实践“修正—补偿”措施。用户首先应根据实际情况,并参照一些已有的标准(指导性技术文件),给精度AC 规定一个指标,例如:本文第二节曾提到AC≤20%·T。对于前述缸盖的16 个凸轮轴孔Ф0+0.021,可定为AC≤4 μm。而比对测量显示,多数情况下已超过了这个指标,故有必要采取补偿措施。反之,若某个被检参数j 的“比对”结果表明还不到4 μm,则完全可免去这一步骤。
在表1、表2 的第三行,已写入了两个实测值之偏差△ij,接着根据上一节中的公式(5)求出相对被测量j(即表1 中的进气凸轮孔D1 和表2 中的进气凸轮孔D6)的修正量△j。然后,将△j,△j+1 等逐个输入在线检测设备的计算机控制器中,对这一台缸盖多参数综合测量机来讲,由于采用比较测量工作原理,配有一个作为置零用的“标准件”,因此上述修正操作是比较容易的。
为验证所完成的这一过程的效果,可再抽取若干工件进行比对测量,事实上确也如此做了。图3、图4 类似于图1、图2,也是两进气凸轮孔直径的比对结果,两对曲线的吻合程度表明,在证实强相关的前提下,经采取补偿措施,精度已大为提高,在线检测设备相对CMM 的实测值偏差,均控制在2~3 μm 之内。
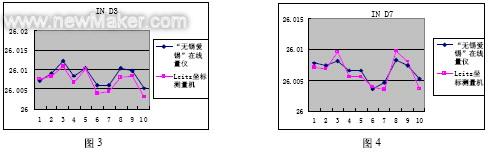
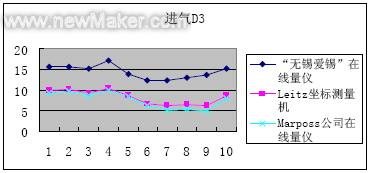
图5
4.2 底架焊接总成在线检测方法
这台检测设备配置在轿车整车厂车身(拼焊)车间一条焊接自动生产线上,测量的对象是底架焊接总成。完全不同于机加工零部件,焊接总成、冲压件这一类覆盖件主要是由自由曲面组成的,被测量均为型面特征点(包括孔的中心)在空间——确切地讲是车身坐标系中的位置。此底架焊接总成上共有13 个被测点,都是曲面上的孔心位置,每个点都得用x、y、z 三个坐标来表达,故事实上被检参数共有39 项。
该在线检测设备是一套先进的多传感器视觉测量系统,作为传感器的光学摄象头具有大量程、非接触、快速和较高精度等特点,而且借助某些精密测量仪器,通过采取局部标定和全局标定的方法,可把工件被测点在测量系统中的坐标转换为在车身坐标系中的坐标,这就大大方便了对底架焊接总成各项被测量的实测结果直接作出评价。
鉴于被测的拼焊总成体积大、刚性差,若将其送到安放大型三坐标测量机的房间中进行比对测量,搬运过程中很易发生变形,从而影响检测结果的准确性。经考虑,最后决定就在生产现场,采用关节臂坐标测量机PCMM 来实施。相比一般用于冲压件、焊接件的各种CMM,这种便携式机种的精度要低些,但由于被测工件各项参数的公差都为±1mm 左右,而且在用PCMM 进行测量时,工件的定位状态与在线检测时完全一样,又消除了一部分产生误差的因素,因此还是不失为一种既实用也有足够可信度的方法。
经对13 个测点、39 个空间坐标的比对测量,制成了相应的表和图,表3 是两种检测手段对其中的测点7 的实测数据。
表3 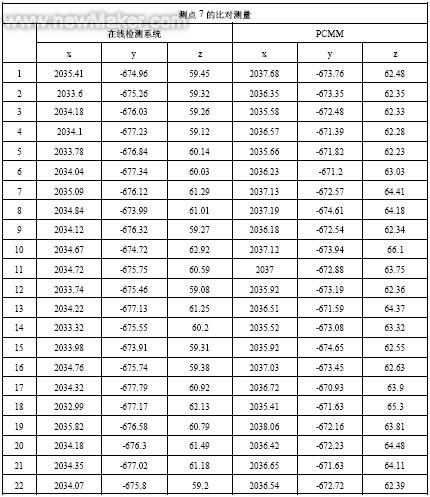
首先,根据表3 中22 个样本的实测数据,按前面所述相关分析方法,求出工件上点7 的x、y、z 坐标分别由在线检测系统和PCMM 测得的对应数据之间的相关系数r,以确认其线性相关程度。计算结果为:
r7x =0.935, r7y=-0.950, r7z=0.941
这就说明,两者之间的相关程度很高。通过对另外12 个测点的比对测量,以及对两组实测结果的相关分析,获得了其余36 个相关系数r。全部39 项被测量的线性相关水平如表4 所示。表4 表明,所采用的在线检测设备与关节臂坐标测量机比对测量的结果为强相关。需要指出的是,在通过局部/全局标定建立测量过程中的车身坐标系时,有几个测点的Y 坐标方向设置反了,造成对比测量的结果分析呈现负相关,这从图5 中的曲线图7—Y—Y 可清楚看出。但在发现后由专业人员予以更正。
当然,在做以上这些工作之前,还是应当根据两组实测值的比对结果,对在线检测的实际结果设备各项被测量是否均达到规定精度指标作出评估。底架焊接总成与多数轿车车身覆盖件相似,其上的39 项被测量的公差为±1mm,精度AC 则要求:AC≤20%·T,实测结果表明。包括测点7 的3 项在内,所有参数均超出了这一范围,因此,进行上述线性相关分析,并在确认两种检测设备的测量结果有可比性,并呈强相关之后再采取相应的修正、补偿才是有必要和有价值的。
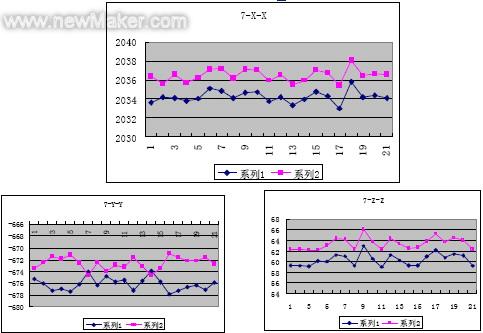
图6
表4 
们逐个输入在线检测设备的控制计算机中,实施对定值系统误差的补偿。然后,通过若干样本又一次的比对测量予以验证,结果表明了达到预期的目标。39 项被测参数经在线检测系统测量,与PCMM 之间的差别在[-0.2mm,+0.2mm]范围内。
但需要指出的是,设置在车身生产线上的这台设备在对底架焊接总成进行检测时所显现的出的定值系统误差,与实例1 的情况不同,主要在成因上。从前面分析可知,后者主要是由于两种测量方法的差别引起的,由于比较单一,故比对测量后的偏差较接近。而造成这套车身在线检测系统与PCMM 两者测量结果差别的因素就多些,除测量方法不同是主要原因外,定位误差也是一个重要因素。实施在线检测时,工件由二维圆销和一维削边销定位,但因处在生产自动线上,故这一过程不是人为完成,加上由覆盖件的性质所决定,定位误差带来的影响就比实例1 大,当然这里既有“定值”成分,也有“随机”成分,但结果都造成了两种检测设备比对测量的差别在较大范围内变动。无疑,要从根源上减少甚至消除这些误差成因是很困难的,特别是那些由被测件自身以及工艺特点所决定的因素。
毫无疑问,在评定一台检测设备时采用对比测量并不鲜见,可谓常用方法。但如何科学、合理地对待测得数据,进而采取相应的后续措施改善其精度水平,事实上在过去并未很好解决,正因如此,在线检测设备中的多参数综合测量机(仪)的精度评定才被认为是个棘手问题。通过本文前二节的表述和最后两个实例,说明了以数理统计中的相关分析为基础,再结合必要的数据处理和修正、补偿,能较真实地复现一台在线检测设备的精度状况,为客观地作出评价提供依据。所推出的这种方法既规范,又有很强的可操作性,无论对设备制造商还是用户都有价值。
参考文献
1 罗宁,张玉萍,任柏林. 微机综合测量系统的误差因素分析. 工具技术. 1999 No.1
2 朱正德. 在线检测设备评定方法的建立与实践. 计量技术. 2001,No.10
3 朱正德. 机械加工设备能力的评定指标——机器能力指数 . 汽车标准化,2002 No.1
4 陈功振. 定值系统误差的判断及消除方法. 计量技术. 2002,No.8(end)

评论