DeviceNet现场总线技术在化工行业的应用

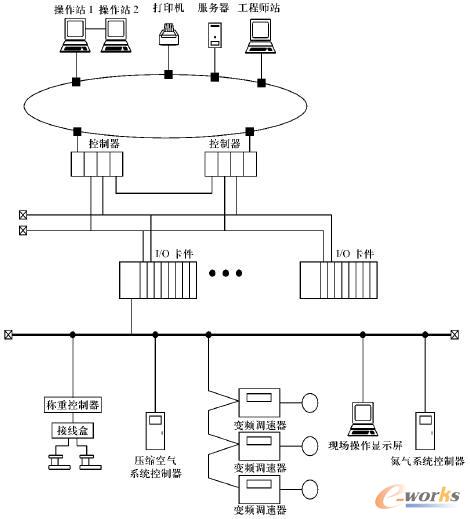
图1 汽车涂料生产系统框图
2.1 汽车涂料生产系统特点
汽车涂料生产所有现场生产设备的工作状态、工作参数、故障信息等均通过DeviceNet 网络传送至位于中控室的控制器;控制器对现场生产设备实施的各种控制也是通过DeviceNet 网络进行的。系统连接到EtherNet 上的监视计算机应用组态软件DeviceNet Manager,以丰富的文字、形象的图形显示各生产设备的运行状态、运行参数,自动弹出故障报警画面、记录故障点、调出相关的控制程序及电控图纸,也可进行生产信息的自动记录、统计管理等,并可将报警信息( 故障点、故障原因、故障时间等) 传送至维修部门的远程终端上,而且可通过连接到EtherNet 上的控制器控制生产线的起停、改变控制参数等。系统通过远程I /O 系统在控制柜上安装了人机接口HMI,用于显示生产设备的工作状态、工作参数、调节控制参数等。系统具有完善的PLC 故障自动诊断程序和HMI 报警系统,使设备故障的查询极其快速、方便、准确。系统采用电流闭环自动控制技术解决了单链多驱动同步控制的技术难题,保证了生产线的正常、安全运行。系统控制层采用冗余的ControlNet 网络实现与各物料生产线、工艺辅助设备成套控制系统、仪表盘安装系统等的处理器进行实时的控制信息交换。
2.2 系统数据传输
DeviceNet 可使控制数据同时到达控制的每一个单元,可以更有效地利用网络的频带宽度,消息生产者一次发送的数据可被多个消息使用者使用,从而更有效地传送数据。DeviceNet 支持多种数据通信方式,如位选通( Bit-Strobe )、轮询(Poll)、状态改变( Change of State,COS) 和周期(Cyclic)等。
位选通方式下,利用8 bytes 的广播报文,64个二进制位的值对应着网络上64 个可能的节点,通过位的标识,指定要求响应的从设备。轮询方式下,I /O报文直接依次发送到各个从设备(点对点)。循环方式适用于一些模拟设备,可以根据设备信号发生的快慢,灵活设定循环进行通信的时间间隔,这样就可以降低对网络带宽的要求。状态改变方式用于离散的设备,使用事件触发方式,当设备状态发生改变时才发生通信,而不是由主设备不断的查询来完成。
控制和反馈数据的传输完全是端口间的I /O映射表完成的,如图2 所示,PC 机的命令传输给SLC,改变相应的输出/输入文件O0 和I1,扫描模块1747-SDN根据建立的输入输出映射表,将O0和I1 中的数据映射到相应的设备网上的1203-GK5 通信模块上,然后映射到变频器。
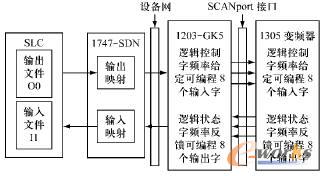
图2 I /O 映射表
设备网上的变频器都是以轮询的方式与扫描模块1747-SDN 通信。1747-SDN 发送查询信息给一个变频器,被查询的变频器发送响应信息给1747-SDN。1747-SDN 就按照设置好的扫描列表,扫描整个设备网。这样就建立了一个端口映射的通道。反馈变频器的运行参数时,也是建立这样一个通道。一个扫描周期就可以对网络上所有设备扫描一遍,刷新它们的输入输出映射状态。
DeviceNet 使用的通信协议为11 位表示符,即所有的I /O 消息都有各自11 位标识符ID。标识符ID,分成四个消息组,各有不同用途,ID 中同时提供了多重优先权。工作时,总线上的设备监听网络上消息,当设备辨识出正确的标识符后将接受该消息。
3 结语
经过实际应用,在化工工厂采用DeviceNet 现场总线控制有很多值得借鉴的优点:
(1) 采用总线通信控制变频器,具有硬件逻辑简单、软件结构严谨、抗干扰能力强的特点。以此方式,可以实现全车间的现场总线网络控制。
(2) 系统动态响应速度快,对于负载的变化能够很好地作出调整,保证了系统安全稳定长期运行。设备产能提升速度快,能够极大地提高系统的匹配能力,是对整个车间的产量变化起着至关重要的一部分。
(3) 本系统通过DeviceNet manager 监控界面,中控室可以随时访问和控制设备网上的一些站点,根据需要调整控制参数;又可以监控网上设备的工作状态,例如电机电流、温度等参数,以确保各设备正常工作,让系统运行更加安全、更加稳定。
(4) 本系统的使用节约了成本和维修费用,降低了设备故障率,维修时故障排除时间减少75%以上,有效提高了生产效益。
DeviceNet 现场总线技术在安全生产、节能降耗等方面发挥了重要的作用,设备和网络表现出了前所未有的可维护性和可扩展性,更为突出的是,工控系统与信息技术的结合,给企业带来了经济和社会效益。

评论