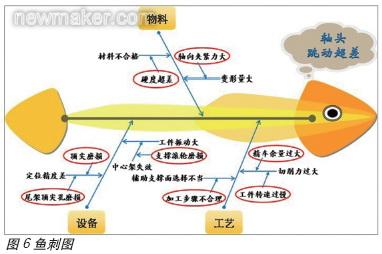
降低曲轴车车拉跳动超差率的有效措施

针对上述末端因素,我们制定了要因确认计划表(见表1),确认过程如下:
1.末端因素一(硬度超差)的确认过程:我们检查了合格件(跳动量合格)和超差件(跳动量超差)的硬度,分别为232HB和238HB,符合要求。结论是非要因。
2.末端因素二(轴向夹紧力过大)的确认过程:我们分别检查了设备的头架和尾架的顶尖轴向夹紧力,分别为57bar和28bar,满足要求。结论是非要因。
3.末端因素三(精车余量过大)的确认过程:我们将精车余量从0.6mm调整至0.4mm,连续加工500件,轴头跳动超差率为1%。结论是非要因。
4.末端因素四(工件转速过慢)的确认过程:我们将工件转速从 800r/min调整为1000r/min,连续加工500件,轴头跳动超差率为1.2%。结论是非要因。
5.末端因素五(加工步骤不合理)的确认过程:我们将“精车轴头”调整到最后工步,连续加工500件,虽然轴头跳动量的均值比较大,但未发现超差件。结论是要因。
6.末端因素六(中心架支撑滚轮磨损 )的确认过程:我们现场检查了中心架支撑滚轮,表面无磨损。结论是非要因。
7.末端因素七(顶尖表面磨损)的确认过程:我们检查了设备的前后顶尖,表面无磨损。结论是非要因。
8.末端因素八(尾架顶尖孔磨损)的确认过程:我们用内径杠杆表检测了尾座的顶尖孔,椭圆度达到0.05mm ,表面磨损严重。结论是要因。
制定措施
小组全体成员最终确认:造成轴头跳动超差率高的主要原因是尾架顶尖孔磨损和加工步骤不合理。对这些要因,我们通过研究制定了相应的对策表(见表2)。

1.对策实施一:
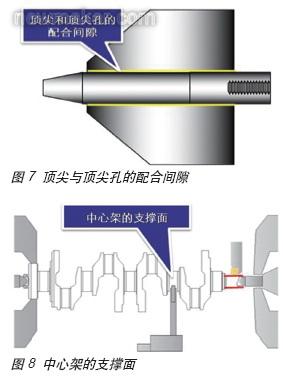
为提高曲轴在加工时的定位精度,我们采取了修圆顶尖孔、重新配作新顶尖的措施,将顶尖与顶尖孔的配合间隙(见图7)由0.05减少到0.01,5月8日措施到位。
2.对策实施二:
为提高中心架的支撑精度和支撑刚性,我们采取了修改NC程序,将精车轴头调整到最后加工的措施。
改进前精车轴头时,中心架支撑曲轴第一主轴颈的粗车面 ;改进后精车轴头时,中心架支撑曲轴第一主轴颈的精车面(见图8)。
为了验证上述措施的落实效果,5月12日我们组织了一次工艺验证,连续检查500根曲轴的轴头跳动量并进行了SPC分析(见图9):1)100%合格 (跳动量要求≤0.12); 2)CPK值为1.97(工序能力指数要求≥1.33)。结论是措施有效。
效果检查 :
根据统计(见表3),曲轴车车拉跳动超差率由措施实施前的0.91%(1-3月份的平均值)降至措施实施后的0.06%(6-8月份的平均值)。达到了预期设定的质量目标值。

1.设备调整时间显著下降,OP20的OEE由82%提升至85% 。
2.降低了瓶颈工序(OP50)的校直次数,曲轴线的JPH由44提升至45。
3.废品率的下降和生产效率的提升大幅度降低了生产成本。
结束语
通过本次活动,小组成员对于QC知识有了更进一步的认识,增强了解决问题的信心,我们会更加努力,坚持改善,深入持久地开展QC活动。我们将以降低劈刀片崩刀工废率为今后的现场改善课题。(end)

评论