浅谈PLC的高速计数器功能在定位控制中的应用

实现定位控制的程序段见下图2.
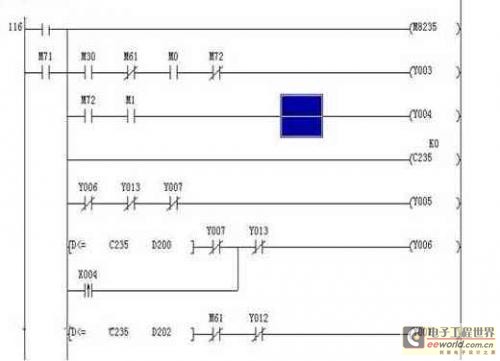
图2定位程序段
还有一个问题是参数设定时的小数点位问题,实际工作中在设定位置时要精确到0.1mm.这个问题在一些单片机系统中常会遇到,常见的处理办法是加大一个数量级,就是设定数据时,在人机界面上用1代替0.1mm,10代替1mm.不过我们在处理此问题时通过HMI中对数据的设置和PLC的程序编写达到了所见即所得的效果。HMI中主要是对数值的格式要设定好。HMI中的设置画面见下图。
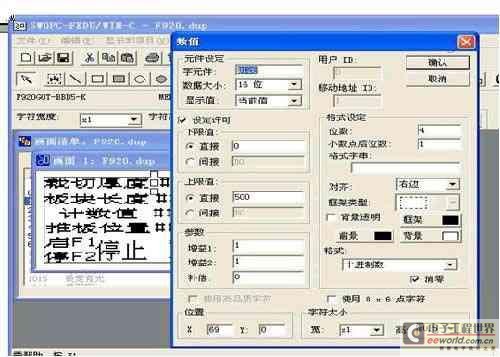
图3 HMI中数据设置画面
比如我要等分裁切10.5mm的纸,就可以在HMI上设定为10.5,而不是像我公司其它设备上要设为105,但PLC的寄存器D128的内容是105而不是10.5,这样在计算需要的脉冲数时就要用下面一条命令:
MULD128K5D10(此命令中尽管编程时D11不出现但实际上寄存器D11被占用,不能再应用于其它地方,否则会出现问题。)
而不是用:
MULD128K50D10
编程中其它应注意的问题。一是双线圈问题。本工程中利用条件跳转和步进指令避免了双线圈问题。二是误信号问题。编码器是一种比较精密的光电产品,受振动时不可避免的会出现误信号,而切纸机在执行裁切动作时会造成很大振动,如果忽视这个现象,定位精度和执行机构当前位置的显示都会不准确。本工程中处理方法参见上面例子程序图1,只有Y3、Y4接通,即只有进给机构前进和后退时才让C236进行计数,这样就屏蔽了裁切时震动造成的误信号。
6变频器的参数设置
此工程中需设定的变频器的主要参数见下。
参数号名称设定值
0转矩提升8%(低速时电机转矩不足时可提高此数字)
43速设定(高速)30Hz
53速设定(中速)10Hz
63速设定(低速)2Hz
7加速时间0.5s
8减速时间0.5s
24多段速设定(4速)50Hz
79操作模式2(只执行外部操作)
在调试过程中为了达到定位速度和精度的完美结合,应对三段速设定值,加减速时间和HMI中D130、D200和D202的数值进行相应调整。
7结论
通过上述的改造过程,完全恢复了我们切纸机的功能,试用三个月以来运行非常稳定。由这个应用实例可以看出结合PLC的高速计数器功能,合理的进行应用,在一定场合可以取代高成本的定位控制系统,实现控制系统最优的性价比。也迎合了我国当前提出的建设节约型社会的宗旨。

评论