Profibus总线在多线切割机控制系统中的应用

自动切割过程如下,首先建立线网,从放线轮开始,放线轮建立起张力后,操作人员用专用的工具拖动切割钢线,绕导轮转动将钢线编织成所需的网状方式,一直到收线轮,将钢线固定在收线轮,然后按下收线轮启动按钮,收线轮建立张力。接着将工件装夹到工作台,启动主电机,同时按同步控制方式启动从电机、导轮电机,点动升速按钮,线网低速运转,操作人员检查接地和跳槽报警功能,正常后,向下移动线网,当线网要接近工件时,按下初始化按钮。启动砂浆泵,使能断线检测功能。当切割条件,如切割张力,砂浆流量、温度,冷却水流量、温度等达到切割要求是,按下自动运行按钮,开始切割。
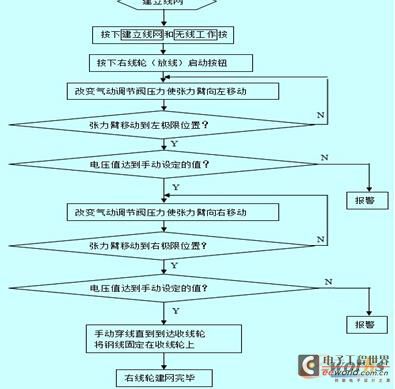

图2 右线轮建立线网流程图
4 采用Profibus通讯的优点
1、安装在现场的分布式I/O站点最大限度地减少控制信号传输电缆的数量和布线距离,降低了系统安装成本,缩短了安装调试周期;
2、系统扩展容易,充分利用PROFIBUS总线的开放性,来自不同厂商的执行器件均可以通过现场总线连接,方便地构成分布式控制系统;
3、各设备作为控制系统的一个组成部分,与整个控制系统只通过一根电缆相连。设备的增减对系统而言只需极少电缆连接的改动和控制程序的少量修改;
4、控制器件的选择充分考虑开放性软件设计的主流,大大提高了控制软件的可重用性和对维护人员的开放性;
5、基于PROFIBUS总线的编程更简单。编程设备可从总线上的任一节点接入,系统维护方便,降低了系统调试强度;
6、由于现场总线设备的智能化、数字化,与模拟信号相比,从根本上提高了测量与控制精度,也提高了系统的可靠性;

图3 主程序流程图
7、现场总线是专为现场环境设计的,可工作在比较恶劣的环境中,且具有很强的抗干扰能力,保证系统更稳定的运行 。
5 结束语
Profibus技术从2008年开始已成功应用于多线切割机,特别是在多线切方机系列产品的控制系统中,现场设备的控制全部采用了Profibus技术,包括西门子的伺服驱动装置、通用变频器、德国科隆质量流量计、分布IO模块等,得到了用户的高度评价。尤其是与传统集中控制比较,从系统设计、安装调试、维护及扩展上,现场总线技术的优势十分明显。

评论