造纸厂PLC控制系统的冗余配置与应用

3.1 系统配置
除了西门子PLC冗余系统,在造纸厂控制系统考虑可靠性、安全性、兼容性的因素情况下,PLC还可以选用施耐德公司QuantumUnity系列产品。由图6可知该造纸系统由光缆、工业交换机、冗余PLC构成100M以太冗余环网,冗余PLC系统对流送系统、水系统、蒸汽冷凝系统、损纸系统等进行控制,交换机选用TP-TX/TX系列499NES07100,集线器选用3TP/2FL系列499NEH00410。
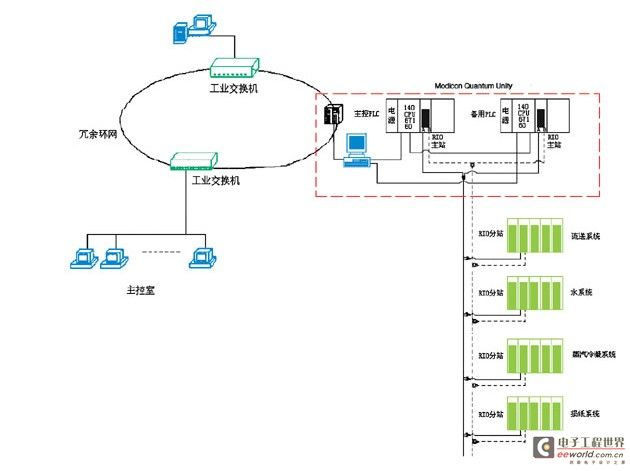
图6系统配置
3.2 系统软件配置及功能
3.2.1冗余系统的切换
造纸控制系统采用的是冗余PLC系统,其切换功能包括:当主控PLC发生故障时,自动将数据流、程序逻辑切换到冗余备用PLC;当系统启动时,自动决定PLC的主/备状态;当主控PLC从故障中恢复后,自动解决PLC间的状态冲突。
为了确保在实际运行的冗余切换问题,必须对冗余CPU切换进行测试,包括两种:
一种是利用CPU控制器前面板键盘热备子菜单进行切换:
(1)键盘切换
① 操作主控制器键盘;
② 进入PLC操作菜单;
③ 进入热备子菜单;
④ 进入热备模式;
⑤ 将运行状态改为离线状态;(注意:确保备用控制器切换为主控制器)
⑥ 将离线状态改为运行状态。(注意:确保液晶显示屏显示“运行备用”)
另外一种是利用命令寄存器系统位%SW60.1或%SW60.2进行切换在切换过程中,必须观察切换对I/O模块的影响:
(2)寄存器切换
① 连接主控制器;
② 观察主控制器的顺序是A还是B(注意:用以下基中一个办法来进行观察);
主控制器前面板键盘(PLC操作/热备/热备顺序)
Unity Pro状态对话械(当在线连接时参考Unity Pro窗口底部)
③ 存取命令寄存器系统位;
%SW60.1(如果连接的主控制器顺序是A)
%SW60.2(如果连接的主控制器顺序是B)
④ 将位设备为0(注意:确认备用控制器已切换为主控制器);
⑤ 连接新的主控制器。
⑥ 存取命令寄存器系统位。选择与步骤3中相同的位;
⑦ 将位设置为1(注意:确保备用控制器显示“运行备用控制器”);
⑧ 确保主控制器和备用控制器片于“运行主控制器”模式和“运行备用控制器”模式。
3.2.2冗余系统的数据处理
在造纸系统冗余PLC系统运行中,在主控PLC和备用PLC之间自动同步实时数据(如图7所示);主控PLC发生故障时,自动将数据流切换到备用PLC,并将所有故障和切换信息记录到备用PLC。这种实时更新以扫描周期为基准,在每一个扫描周期后,主控PLC都会向备用PLC发送以下信息:定位变量、所有非定位变量、所有DFB和EFB类型实例、SFC变量区、系统位与字。
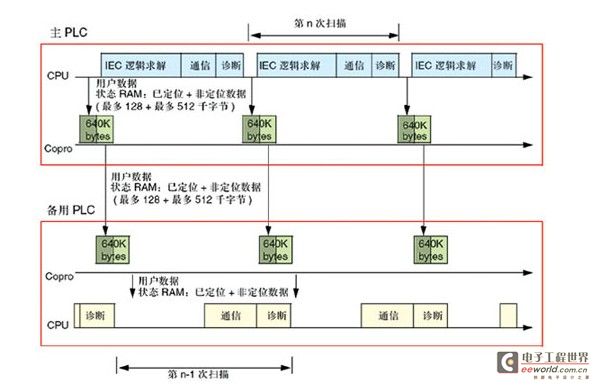
图7冗余系统数据处理
4结束语
PLC系统在造纸厂生产过程和传动控制中的冗余设计选型和应用需要按照以下原则进行:
(1)按过程控制系统的控制规模和复杂程度
控制规模越大、复杂程度越高,则优先选择冗余系统和高速CPU系统,因为它能保证安全可靠性,并能对大量的模拟量数据信息进行实时处理、分析和运算,能完成各种复杂、繁琐的调节控制计算。
(2)按投资规模和项目经济效益合理选择
在一些中小型造纸厂项目中,投资规模较小,则应优先选用相对低廉、性价比好的中型PLC,包括国产中型PLC,因为目前的国产PLC也开始有了冗余系统。
(3)考虑到系统连续性、兼容性及通讯指标
如原造纸厂项目已有PLC控制系统,要考虑到系统的连续性和兼容性。因为这些PLC厂家能在很多方面做到兼容性,并确保程序的顺利转换和冗余控制。
(4)考虑到系统生产厂家的技术服务性
由于在造纸工业设备中,各PLC厂家的产品结构、销售策略、市场占有方向各不相同,合并或兼并后,将会对最终用户产生大的影响,因此在选择时必须周全考虑。如选择有造纸背景的PLC厂商、选择与原DCS系统一致的PLC厂商等。

评论