数控机床切削加工过程的模型参考自适应控制研究


4.23种控制系统之间的切削性能误差分析
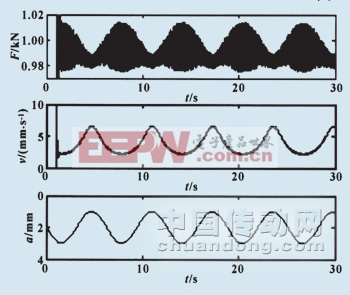
从以上3种控制的仿真结果图可以大致对它们的加工切削性能误差进行分析。首先,MRAC系统的误差可大致求得:

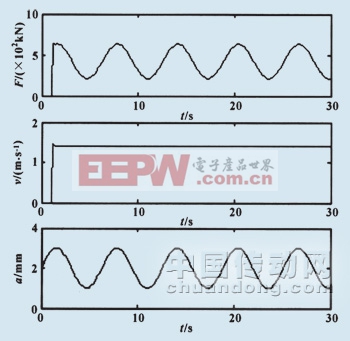
闭环控制系统的误差可求得:


开环控制系统的误差可求得:
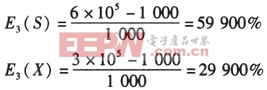
式中:E(X)和E(S)分别表示误差的上下偏差。
通过比较,可以发现MRAC系统误差最小,所以MRAC比传统闭环和开环系统更能使车床在加工中保持良好的切削性能。
5结束语
通过MATLAB/SIMULINK仿真和实验证明,MRAC能够使数控机床切削加工性能一直处于良好的稳定状态,鉴于此,也可以让MRAC应用于其它自动化设备。需要注意的是常规的MRAC只能适用于最小相位系统,而加工过程在一定采样条件下可能是非最小相位系统,具有不稳定逆零点,此时需要采用修正的MRAC方案。






评论