基于PLC的轻轨精整控制系统的设计方案及应用分析

(3) 顺序联锁控制原则:即有些控制要求次序不能颠倒,这就要求前一个动作常开触点串在下一个控制动作中,同时将后一个动作中的常闭触点串在上一动作的控制回路中,如图4 所示。
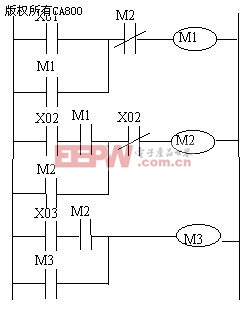
图4
总之,影响PLC控制系统的因素很多,只要我们在软件设计时充分考虑到各方面因素,就可避免出现故障,控制系统的运行就会更加稳定 [2] 。
4.2 PLC基本控制程序设计
具体铣床控制功能框图如图5所示,钻床控制功能与之类似。
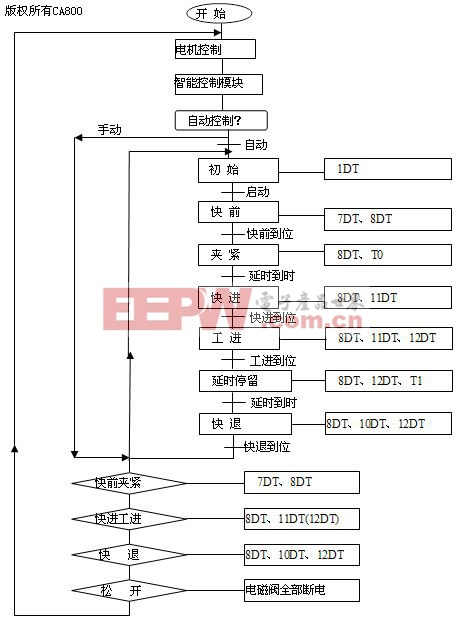
图5. 铣床控制顺序功能框图
4.3 故障诊断模块的程序设计
对于PLC系统,由于内存资源有限,复杂的智能诊断难于实现,为此加入了故障诊断智能模块,该模块以单片机为基础,采用C51编程,可方便实现各种控制算法。
采用故障树推理与专家经验规则推理相结合的方法,利用智能模块的I/O功能及内部信息进行故障诊断。[3][4]
(1) 故障结构分析
在进行故障诊断设计时,首先必须对整个系统可能发生的故障进行分析,得到系统的故障层次结构,利用这种层次结构进行故障诊断部分的设计。图6为系统的故障层次结构。
(2)程序设计
系统故障结构的层次性为故障诊断提供了一个合理的层次模型。在进行系统的程序设计时,应充分考虑到故障结构的层次,合理安排逻辑流程。在引入故障输入点时应注意两点:
a. 必须将系统所有可能引起故障的检测点引入PLC,这主要是从系统的安全可靠运行考虑,以便系统能及时进行故障处理;
b. 应在系统允许的条件下尽可能多的将最底层的故障输入信息引入PLC的程序中,以便得到更多的故障检测信息为系统的故障自诊断提供服务。
5.结束语
经过在线调试和工业试验运行阶段后,该控制系统已于2004年正式投入运行,运行以来,效果良好,实现了预定的控制功能要求,克服了继电器、接触器控制带来的局限,避免了原控制系统辅助元件多、故障率高、工作噪声大、控制方式单一、维护困难等问题。手动与自动切换方便,抗干扰能力强,适合钢厂生产线的恶劣的工作环境,且易于计算机通讯,实现网络监控。
本文作者创新点:将PLC和单片机结合,设计了用于轻轨精整钻、铣床设备的控制系统,并使之具有故障诊断和报警功能,系统结构简单,操作方便。












评论