M型磨床电气控制系统的PLC变频调速的设计方法

3 PLC程序设计
3.1 PLC状态图
根据图1、图2、表1和表2所示内容,设计出PLC的状态图,如图4所示。
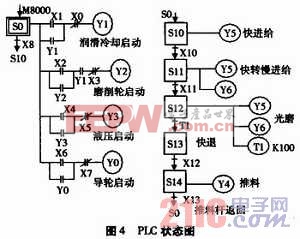
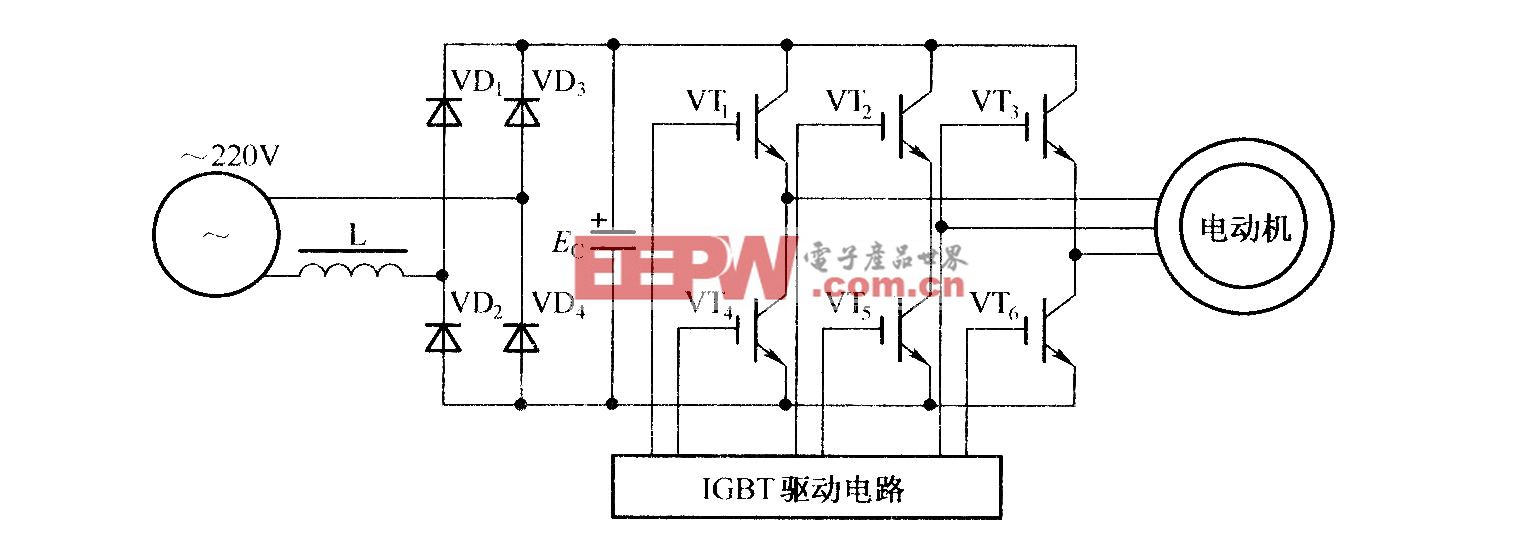
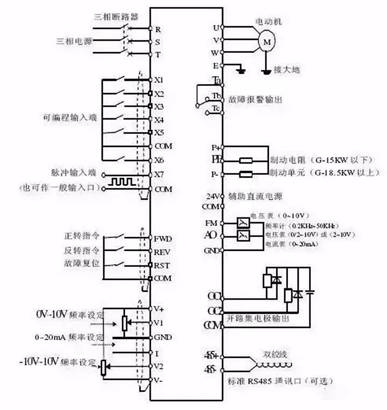
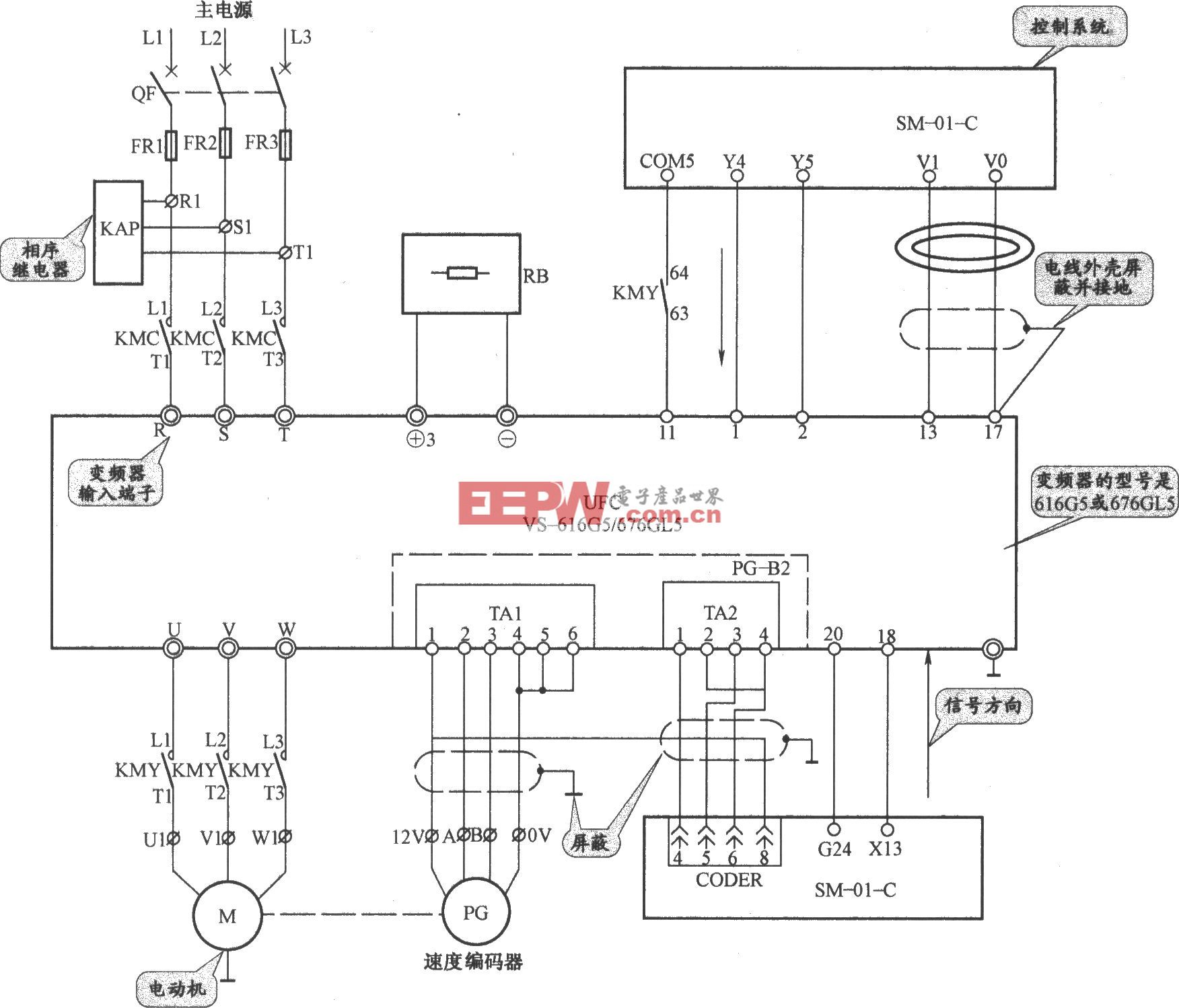
在图4中,共有6个状态,S0状态为等待启动选择状态,PLC上电时M8000始终把S0打开,在此状态下应首先把润滑和冷却电动机启动起来,然后才可以启动磨削轮电动机。液压电动机和导轮电动机根据加工需要实行随机启动,导轮电动机启动后,其速度通过变频器可以无级调速,一个可变电位器R与变频器连接,如图3所示,旋动R,可以改变导轮电动机的转速。
S10-S14状态为M1050型无心磨床的切入磨削循环。按下切入磨削循环启动按钮X8,无心磨床进入S10状态。S10状态下,Y5通,电磁阀2CT得电,导轮架快速进给。快进到位,导轮架进给快转慢传感器1XK(X10)闭合,快进停止,磨床进入S11状态。S11状态下,Y5、Y6通,电磁阀2CT、3CT得电,导轮架快转慢进给。慢进到位,导轮架进给到底传感器2XK(x11)闭合,慢进停止,磨床进入S12状态。S12状态下,Y5、Y6通,电磁阀2CT、3CT得电,定时器T1定时10秒,磨床进入光磨阶段。光磨时间到,定时器T1闭合,光磨结束,磨床进入S13状态。S13状态下,电磁阀全部失电,导轮架快速退回。导轮架后退到位,导轮架后退到位传感器3XK(X12)闭合,快退停止,磨床进入S14状态。S14状态
下,Y4通,电磁阀1CT得电,推料杆推料。推料到位,推料杆推料到底传感器4XK(X13)闭合,推料停止,磨床进入S0状态,推料杆返回,回到第一步S0状态,等待下一次的一个新的工作循环。
3.2 PLC步进梯形图
根据图4所示的PLC的状态图,可以设计出PLC的步进梯形图,进而可以写出PLC程序清单,此处从略。
4 结束语
系统结合了机械、PLC、变频器等方面的技术,用较低的成本成功地对原有控制系统进行新的设计,使得该M型磨床适应了自动化控制的要求,在实际使用中性能稳定,操作方便,生产效率高,取得了很好的经济效益。






评论